

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Задача получения формовых РТИ без облоя в настоящее время весьма актуальна, так как она включает не только вопросы снижения материалоемкости и трудозатрат в производстве наиболее массовых изделий — формовых РТИ, но и совершенствования технологии и оборудования производства РТИ, изготовления пресс-форм, выбора материала пресс-форм, их стоимости и многое другое.
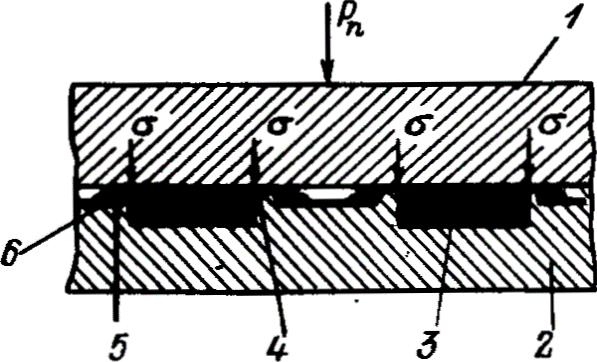
При компрессионном формовании РТИ образование облоя происходит на первых стадиях процесса, когда резиновая смесь находится еще в вязкотекучем состоянии и ей может быть придана требуемая конфигурация будущего изделия. Для создания давления в полости формы заготовка, как правило, имеет объем на 3—8 % больше объема получаемой детали. Большое значение имеет конфигурация заготовки: чем ближе она к размерам и форме детали, тем меньше расход резиновой смеси. В момент смыкания плит давление в полости формы благодаря избытку резиновой смеси может достичь 60—70 МПа. Под таким давлением резиновая смесь заполняет все полости формы, а избыток резиновой смеси вытекает по плоскости разъема. Резиновая смесь под действием давления может затечь в зазоры, которые имеются в пресс- форме (посадочные места вставок, сердечников и другие вставные элементы формы). Затекание резиновой смеси при давлении свыше 40 МПа начинается в зазоре, превышающем 0,025 мм. В период вулканизации изделия давление в форме повышается из-за термического расширения резиновой смеси, и смесь вытекает из полости формы в виде облоя или в плоскость разъема полуформ, тем самым приоткрывая их, или в зазоры, имеющиеся в форме (рис.39).
В отличие от прессового формования, при литье под давлением запирают пустую форму, затем в плотно закрытую форму под давлением плунжера или червяка подают резиновую смесь.
 Итак, источники образования облоя при формовании РТИ следующие: зазоры в форме, которые необходимы для обеспечения сборки и разборки формы; зазоры, возникающие от деформации деталей формы в момент ее закрытия под действием усилия пресса; зазоры, появляющиеся от тепловых деформаций элементов формы; действие внутреннего давления при тепловом расширении смеси; зазоры, возникающие между полуформами в момент, когда усилия пресса недостаточны для удержания формы в закрытом состоянии.
Итак, источники образования облоя при формовании РТИ следующие: зазоры в форме, которые необходимы для обеспечения сборки и разборки формы; зазоры, возникающие от деформации деталей формы в момент ее закрытия под действием усилия пресса; зазоры, появляющиеся от тепловых деформаций элементов формы; действие внутреннего давления при тепловом расширении смеси; зазоры, возникающие между полуформами в момент, когда усилия пресса недостаточны для удержания формы в закрытом состоянии.
| Рис.40 Схема пресс-формы с режущей кромкой: 1,2 — полу-формы; 3 — изделие; 4 — режущая кромка; 5—облой; 6—облойная канавка |
Получение формовых РТИ с минимальным облоем и без него возможно лишь при определенном сочетании герметичности гнезда пресс-формы и точности заготовки при прессовании или дозы впрыска при литье. Предпочтительными способами изготовления заготовок для формовых РТИ с минимальным облоем и без него являются штанцевание каландрованного листа, получаемого стабильно с точностью ±0,1 мм по толщине на каландре с автоматически управляемым зазором, и их формование на установках типа «Барвелл» (точность изготавливаемых заготовок 1,5—2,5 %).
Перспективны безотходные процессы производства с использованием порошковой технологии, жидкого формования. Для заготовок используют порошкообразную или мелкогранулированную резиновую смесь с добавлением измельченных отходов — выпрессовок. Заготовки формуют как таблетки, а при изготовлении резиноармированных манжет в них запрессовывают металлическую арматуру. Сформованные заготовки можно применять на прессах-полуавтоматах, оснащенных перезарядчиками.
Жидкое формование позволяет исключить процессы резиносмешения и изготовления заготовок, характеризуется почти полным отсутствием отходов, резким сокращением трудовых затрат.
В настоящее время методом жидкого формования изготавливают изделия преимущественно из полиуретанов на литьевых машинах «Десма», а также на оборудовании, разработанном ВНИИРТМАШем. С учетом вязкости перерабатываемых материалов выпускаются машины низкого (до 2,5 МПа) и высокого (до 30 МПа) давления. На установках низкого давления эффективно изготовление крупногабаритных материалоемких изделий методом свободного литья. В этом случае резко снижаются масса пресс-форм и их стоимость.Метод основан на поликонденсации жидких компонентов (олигоэфиров и диизоцианатов) непосредственно в формах с образованием полиуретанов сетчатого строения. Скорость процесса регулируется подбором соответствующих катализаторов. Компоненты подаются в литьевую головку из баков шестеренчатым насосом. Жидкие компоненты впрыскиваются в форму с помощью самоочищающегося червячного устройства, при этом вращающийся червяк предварительно перемешивает оба жидких компонента (в виде суспензий, содержащих ингредиенты-добавки).
Вопросы для закрепления
1.Облой-это?
2.Сравнение аппаратов для удаления облоя?
3.Способы получения изделий без облоя?
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

