

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
| Показатели | Марка сварочной машины | |||||||||||||||||
| МТМ-160 | АТМС-14×75-7 | АТМС-14×75-9 | АТМС-14×75-5 | МТМС-10×35 | МТМ-32ХЛ-4 | МТМ-35УХЛ-4 | МТМ-103УХЛ4 | |||||||||||
| Установленная мощность трансформаторов, кВ·А | ||||||||||||||||||
| Число трансформаторов | ||||||||||||||||||
| Напряжение в сети, В | ||||||||||||||||||
| Максимальное число продольных стержней | ||||||||||||||||||
| Максимальная ширина сетки, мм | ||||||||||||||||||
| Максимальный | ||||||||||||||||||
| диаметр стержней, мм | ||||||||||||||||||
| – продольных | ||||||||||||||||||
| – поперечных | ||||||||||||||||||
| Максимальная производительность, м/мин | 7,5 | 4,5 | 4,5 | 2,5 | ||||||||||||||
| Максимальное давление электрода, Н | ||||||||||||||||||
| Расход сжатого воздуха, м3/ч | ||||||||||||||||||
| Расход охлаждающей воды, л/ч | ||||||||||||||||||
| Габаритные размеры, мм – длина – ширина (без бункера поперечных стержней) – высота | ||||||||||||||||||
| Масса машины, кг | ||||||||||||||||||
Таблица П47
Автоматизированные линии изготовления арматурных каркасов
| Показатели | Линии | ||||
| МТ-603* | МТМ-09* | МТМК-3х100-3 | МТМ-35 | МТМ-33 | |
| Наибольшая длина каркаса, м | |||||
| Ширина каркаса, мм | 120–320 | 120–600 | 115–775 | 140–1200 | 80–440 |
| Число продольных стержней | 2–4 | 2–6 | 2–8 | ||
| Диаметр арматуры, мм | |||||
| – продольной | 3–6 | 3–8 | 8–25 | 12–40 | 3–18 |
| – поперечной | 3–6 | 3–8 | 4–12 | 6–14 | 3–8 |
| Шаг стержней, мм | |||||
| – продольных | 80–280 | 80–560 | 75–500 | 100–500 | 40–400 |
| – поперечных | 60–300 | 60–600 | 100–400 | 100–600 | 50м500 |
| Число разных шагов поперечной арматуры в одном каркасе, не более | |||||
| Мощность трансформаторов, кВ-А | |||||
| Скорость сварки, м/мин | 3–6 | 3–5 | |||
| Габаритные размеры, м | |||||
| – длина – ширина – высота | 14,8 3,8 1,1 | 15,7 4,8 1,7 | 19,25 2,85 2,46 | 2,3 2,2 1,5 | 1,07 1,4 1,8 |
| Масса, т | 2,8 | 6,9 | 7,5 | 4,45 | 3,4 |
* Продольная и поперечная арматура бухтовая с автоматической правкой и резкой. Аналогичные линии типов:
И-2И – Куйбышевского филиала Индусстройпроект;
АД-21 – Чебоксарского филиала ОМТПС Минстроя СССР с одновременной сваркой 2-х продольных и 2-х поперечных стержней.
Таблица П48
Технические характеристики станков для гибки сварных сеток
| Показатели | Станок | ||||
| СМ-51 6А | СМЖ-353 (7251 А) в исполнении | СМЖ-34 | |||
| I | II | III | |||
| Наибольшая длина сеток, м | 3,5 | 3,64 | |||
| Наибольшая ширина сеток, м | – | – | – | – | 2,85 |
| Число одновременно изгибаемых стержней в сетке | |||||
| Диаметр стержней, мм | |||||
| Угол отгиба, град. | |||||
| Наибольший угол отгиба, град. | |||||
| Привод гибочной балки | Гидравлический | Пневматический | Пневмомеханический | ||
| Число пневмоцилиндров на гибочной балке | - | ||||
| Давление в цилиндрах, МПа | 2,5 | 0,5 | |||
| Расход воздуха на один отгиб, м3 | - | 0,24 | 0,48 | 0,72 | 0,12 |
| Мощность электродвигателей, кВт | 1,7 | – | – | – | 2,2 |
| Габаритные размеры, м | |||||
| – длина | 3,62 | 3,3 | 6,4 | 9,5 | 5,8 |
| – ширина | 1,42 | 1,1 | 1,1 | 1,1 | 3,64 |
| – высота | 1,94 | 0,97 | 0,97 | 0,97 | 2,01 |
| Масса, т | 2,72 | 0,9 | 1,7 | 2,6 | 1,9 |
| Примечания. 1. Радиус кривизны в месте перегиба сеток не менее 2 d – для арматуры классов А-1 и В-1, 4 d – для класса A-III. 2. Для d = 8 мм расстояние от сварного соединения до начала отгиба не менее 2,5 d. Для d = 8 мм допускается перегиб по сварному соединению (с внутренней стороны). |
Таблица П49
Технические характеристики сварочных машин и клещей
| Показатели | Подвесные сварочные машины | Сварочные клещи | |||||
| МТПП-75 | МТПГ-150-2 | МТП-1601 | МТП-1202 | К-243В | КТ-601 | ||
| Максимальные диаметры свариваемых стержней, мм | 16 + 16 10 + 10 | 32 + 10 | 40 + 14 | 16 + 16 | 40 + 14 | 10 + 10 | |
| Максимальный размер ячеек свариваемого каркаса в сетку, мм | 70×100 | 75×120 | 75×75 | 70×120 | 75×75 | 60×70 | |
| Номинальная мощность, кВ-А | |||||||
| Номинальный сварочный ток, А | |||||||
| Вылет электродержателей, мм | 150 | ||||||
| Максимальное усилие сжатия электродов, кН | 3,2 2,5 | 6,3 | 2,5 | ||||
| Наибольшее число сварок в 1 мин | |||||||
| Расход воздуха, м /ч | |||||||
| Расход воды, м /ч | 0,6 | 0,7 | 0,9 | 0,8 | 0,6 | 0,25 | |
| Масса, кг – сварочной машины | – | – | |||||
| – шкафов управления | – | – | – | – | |||
| – клещей | 10,4 9,8 | 23,5 | 28,2 | ||||
| Примечание. 1. Для машины МТПП-75 над чертой – с клещами КТП-1, под чертой – с клещами КТП-2 | |||||||
Таблица П50
Технические характеристики установок для сварки пространственных каркасов
| Показатели | Сборочные конструкторы | Навивочные машины | |||||||||
| СМЖ-56А* | СМЖ-331** | СКТБ-933-01*** | СМЖ-117А (7396/1 Л) | СМЖ-165 | |||||||
| Назначение арматурных каркасов | Панельные конструкции | Колонны, ригели | Сваи, колонны, ригели | Раструб трубы | Трубы, кольца | ||||||
| Сечение арматурного каркаса | Плоское | Прямоугольное | Круглое | ||||||||
| Размеры свариваемых каркасов, мм: – длина – ширина – высота | 300–600 300–600 | 340–550 340–550 | диаметр 400–1500 | диаметр 1000–1500 | |||||||
| Шаг поперечной арматуры, мм | 100–300 | 300–400 | 200–400 | 55–125 | 50–100 | ||||||
| Наибольшие диаметры свариваемой арматуры мм | 12 + 10 | 40 + 14 | 25 + 6 | 8 + 6 | 10+6 | ||||||
| Скорость вращения планшайбы, об/мин | - | - | 8–34 | 8; 6,2 | |||||||
| Тип сварочной установки, машины | МТПГ-75 | К-243В (МТ-1601) | Роликовые электроды | Электроды сопровожд ения | Роликовые электроды | ||||||
| Мощность сварочного агрегата, кВА | 2×75 | 90 (220) | |||||||||
| Мощность электродвигателей, кВт | 3,4 | 1,7 | 4,7 | 12,9 | 6,1 | ||||||
| Число одновременно свариваемых пересечении | о | ||||||||||
| Габарита, размеры, м: | |||||||||||
| – длина | 8,4 | 21,5 | 11,4 | 12,5 | |||||||
| – ширина | 4,3 | 2,17 | 1,88 | 5,05 | 5,8 | ||||||
| – высота | 4,1 | 3,6 | 2,1 | 2,06 | 3,3 | ||||||
| Масса установки, т | 3,65 | 6,5 | 5,1 | 16,2 | |||||||
| * Число свариваемых каркасов в смену | 6-10 | 40–20 | 60–40 | ||||||||
* Аналогичная установка СМЖ-286 – двусторонняя с четырьмя сварочными постами.
** Аналогичная установка СМЖ-332 для каркасов длиной 9 м.
*** Аналогичная установка (шифр 945) для каркасов длиной до 12 м и мощностью 150 кВ-А.
Таблица П51
Технические характеристики полуавтомата АДФ-2001 для сварки закладных деталей под слоем флюса
| Показатели | Значение показателя | ||
| Диаметр привариваемых анкерных стержней классов A-I–A-III, мм | 10–40 | ||
| Предельная длина анкерных стержней, мм | 100–400 | ||
| Минимальное расстояние между стержнями (в свету), мм | |||
| Максимальные размеры пластин из стали Ст 3, мм: – длина – ширина – толщина | |||
| Марка флюса (рекомендуемая) | АН-348 | ||
| Число сварок в 1 ч | |||
| Габаритные размеры автомата, мм: – высота – ширина – длина | |||
| Масса, кг | |||
| Привод механизма осадки | Пневматический | ||
| Рабочее давление сжатого воздуха. МПа | 0,5 | ||
| Расход воздуха, м3 /ч | 0,12–0,24 | ||
| Расход воды, л/ч | |||
| Пределы регулирования выдержки под током, с | 0–60 | ||
| Источник питания: – постоянного тока – переменного тока | Преобразователи ВКСМ-1000, ПСМ-1000 Трансформаторы ТСД-1000, ТСД-2000 | ||
Таблица П52
Технические характеристики сварочных трансформаторов
| Тип | Номинальный сварочный ток, А | Мощность, кВ-А | Пределы регулирования сварочного тока, а | Напряжение, В | Масса, кг | Габаритные размеры (длинах ширинах высота), м | |
| питающей среды | номинальное рабочее | ||||||
| СТН-450 | 80–800 | 0,83×0,41×0,84 | |||||
| ТД-300 | 19,4 | 60–385 | 220; 380 | 0,64×0,52×0,71 | |||
| ТД-500 | 90–650 | 0,72×0,58×0,84 | |||||
| СТШ-500 | 165–650 | 1,17×0,67×0,75 | |||||
| ТСД-1000 | 400–1200 | 220; 380 | 0,98×0,82×1,38 | ||||
| ТСД-2000 | 800–2200 | 0,98×0,82×1,38 | |||||
| ТДФ-1001 | 400–1200 | 1,2×0,83×1,2 | |||||
| ТДФ-1601 | 600–1800 | 1,2×0,83×1,2 |
Таблица П53
Показатели минимальной плотности застройки земельных участков в производственных объектов
| Отрасль производства | Предприятия (производства) | Минимальная плотность застройки, % |
| Производство строительных материалов | Цементные: | |
| с сухим способом производства, | ||
| мокрым способом производства. | ||
| Асбестоцементных изделий. | ||
| Предварительно напряженных железобетонных железнодорожных шпал производственной мощностью 90 тыс. м3/год | ||
| Железобетонных напорных труб производственной мощности 60 тыс. м3/год | ||
| Крупных блоков, панелей и других конструкций из ячеистого и плотного силикатного бетона производственной мощностью, тыс. м3/год | ||
| Железобетонных мостовых конструкций для железнодорожного и автодорожного строительства производственной мощностью 40 тыс. м3/год | ||
| Железобетонных конструкций для гидротехнического и портового строительства производственной мощностью 150 тыс. м3/год | ||
| Сборных железобетонных и легкобетонных конструкций для сельского производственного строительства производственной мощностью, тыс. м3/год | ||
| Железобетонных изделий для строительства элеваторов производственной мощностью 250 тыс. м3/год | ||
| Сельские строительные комбинаты по изготовлению комплектов конструкций для производственного строительства | ||
| Обожжённого глиняного кирпича и керамических блоков | ||
| Силикатного кирпича. | ||
| Производство строительных материалов | Керамических плиток для полов, облицовочных глазурованных плиток, керамических изделий для облицовки фасадов зданий | |
| Керамических канализационных труб | ||
| Керамических дренажных труб | ||
| Гравийно-сортировочные при разработке месторождений способом гидромеханизации производственной мощностью, тыс. м3/год | ||
| 500–1000 | ||
| 200 (сборно-разборные) | ||
| Гравийно-сортировочные при разработке месторождений экскаваторным способом производственной мощностью 500–1000 тыс. м3/год | ||
| Дробильно-сортировочные по переработке прочных однородных пород производственной мощностью, тыс. м3/год | ||
| 600–1600 | ||
| 200 (сборно-разборные) | ||
| Аглопоритового гравия из зол ТЭЦ и керамзита | ||
| Вспученного перлита (с производством перлитобитумных плит) при применении в качестве топлива: | ||
| природного газа | ||
| мазута | ||
| Минеральной ваты и изделий из неё, вермикулитовых и перлитовых тепло- и звукоизоляционных изделий | ||
| Извести | ||
| Известняковой муки и сыромолотого гипса | ||
| Стекла оконного, полированного, архитектурно-строительного, технического и стекловолокна | ||
| Обогатительные кварцевого песка производственной мощностью 150–300 тыс. м3/год | ||
| Бутылок консервной и стеклянной тары, хозяйственной стеклянной посуды и хрустальных изделий | ||
| Строительного, технического, санитарно-технического фаянса, фарфора и полуфарфора | ||
| Стальных строительных конструкций (в том числе из труб) | ||
| Стальных конструкций для мостов | ||
| Алюминиевых строительных конструкций | ||
| Монтажных (для КИП и автоматики, сантехнических) и электромонтажных заготовок. | ||
| Технологических металлоконструкций и узлов трубопроводов | ||
| Производство строительных материалов | Предприятия по ремонту строительных машин | |
| Объединенные предприятия специализированных монтажных организаций: | ||
| с базой механизации | ||
| без базы механизации | ||
| Базы механизации строительства | ||
| Базы управлений производственно-технической комплектации строительных и монтажных трестов | ||
| Опорные базы общестроительных передвижных механизированных колонн (ПМК) | ||
| Опорные базы специализированных передвижных механизированных колонн (СПМК) | ||
| Автотранспортное предприятие строительных организаций на 200 и 300 специализированных большегрузных автомобилей и автопоездов | ||
| Гаражи: | ||
| на 150 автомобилей | ||
| на 250 автомобилей |
Таблица П54
Параметры мостовых кранов
| № | Грузоподъёмность, т | Пролёт, м | В, м | К, м | Н, м | Вес, т | |
| тележки | общий | ||||||
| 6,3 | 4,4 | 1,9 | |||||
| 6,3 | 4,4 | ||||||
| 15/3 | 6,3 | 4,4 | 2,3 | ||||
| 6,3 | 4,4 | ||||||
| 15/10 | 6,65 | 5,25 | 2,3 | ||||
| 6,65 | 5,25 | ||||||
| 6,3 | 4,4 | 2,4 | 8,5 | ||||
| 6,3 | 4,4 | 8,5 | |||||
| 6,3 | 5,1 | 2,75 | |||||
| 6,3 | 5,1 |
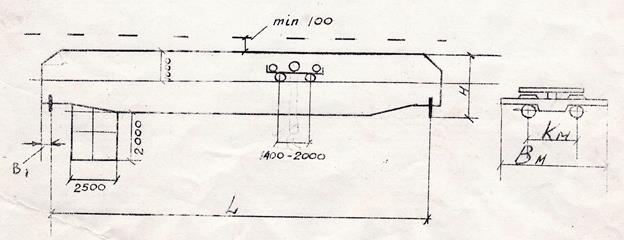
Рис. 1П. Параметры мостовых кранов
Таблица П55
Техническая характеристика гидродомкратов для натяжения арматуры
| Показатель | СМЖ-81 | СМЖ-86 | СМЖ-84 | СМЖ-82 |
| Диаметр арматуры, мм | 16–40 | 28–40 | ||
| Число одновременно натягиваемых стержней | 18 и 24 | |||
| Вид натягиваемой арматуры | Проволочная | Стержневая | ||
| Максимальная длина натяжения, мм | Не ограничена | |||
| Максимальное тяговое усилие, кН | ||||
| Давление масла, МПа | ||||
| Мощность электродвигателя насосной станции, кВт | 2,2 | 2,2 | 7,5 | 2,8 |
| Масса установки, кг |
Таблица П56
Ориентировочная масса форм для изготовления железобетонных изделий
| № п/п | Наименование изделий | Масса формы в т на м3 бетона изделий | Примечания |
| Плиты покрытий 1,5×6; 3×6 | 3,0 | Без напрягаемой арматуры | |
| Плиты покрытий 1,5×6; 3×6 | 4,0 | С напрягаемой арматурой | |
| Ригели и прогоны | 3,0 | С напрягаемой арматурой | |
| Плиты покрытий 3×12 м | 3,0 | С напрягаемой арматурой | |
| Плиты перекрытий 1,5×6 м; 3×6 м | 3,0 | С ненапрягаемой арматурой | |
| Балки покрытий, фундаментные и обвязочные длиной 6 м | 1,0 | Без предварительного напряжения | |
| Пустотные настилы | 2,0 | Без предварительного напряжения | |
| Плиты плоские | 1,2 | Без предварительного напряжения | |
| Колонны прямоугольные длиной более 6 м, многоэтажных зданий | 0,6 | При стендовом производстве | |
| Колонны прямоугольные длиной до 6 м, многоэтажных зданий | 1,4 | При переносных формах (агрегатно-поточное производство) | |
| Колонны двухветвевые | 0,8 | Стендовое производство | |
| Колонны прямоугольного сечения одноэтажных промзданий длиной более 6 м | 0,8 | При стендовом производстве | |
| То же, длиной до 6 м | 2,5 | Агрегатно-поточное производство | |
| Балки покрытий длиной 12 м, подкрановые балки | 1,7-2 | При стендовом производстве | |
| То же | 2,6-3 | Поточно-агрегатное производство (силовые формы) | |
| Балки покрытий длиной 18 м | 3-3,2 | Стендовое производство | |
| Фермы | 3,2-4 | Стендовое производство в силовых формах |
Таблица П57
Размещение изделий на складах готовой продукции
| № п/п | Наименование изделий | Число рядов в штабеле | Общая высота штабеля, м | Объём изделий в м3 |
| Фундаментные блоки | 2,5 | 1,8–2,1 | ||
| Колонны | 1,5–1,7 | 0,8–1,6 | ||
| Ригели | 3–4 | 1,4–2,0 | 0,7–0,9 | |
| Плиты пустотелые | 2,5 | 1,5 | ||
| Плиты ребристые | 2,5 | 0,5 | ||
| Стеновые блоки | 2,5 | 1,3–1,5 | ||
| Стеновые панели (в кассетах) | – | 1,3–1,6 | ||
| Лестничные площадки и марши | 5–6 | 2,0–2,5 | 0,6–0,8 | |
| Трубы | 2–4 | 1,5 | 0,3–0,4 | |
| Сваи | 2,5 | 1,5 |

Рис. 2П. Точечный фронт разгрузки цемента:
1 – автоцементовоз; 2 – фильтр; 3 – двухходовой переключатель; 4 – вагон-цементовоз; 5 – донный пневморазгрузчик; 6 – аэрожелоб; 7 – стационарный пневморазгрузчик; 8 – крытый вагон; 9 – маневровая лебедка; 10 – вагон-хоппер; 11 – пневматический насос; 12 – разъемник цемента; 13 – приемная коробка

Рис. 3П. Параметры складов цемента на 4 и 6 силосов
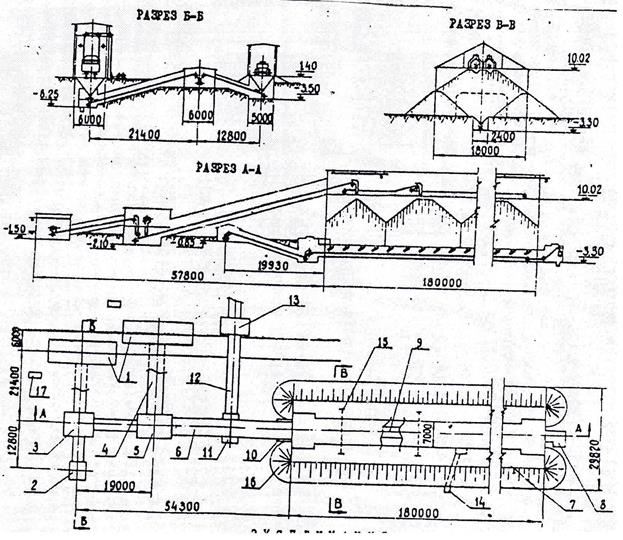
Рис. 4П. Автоматизированный склад заполнителей (емкость 14000 м3 с приемными устройствами и надштабельными конвейерами):
1 – трехбункерные устройства для приема материалов с ж/д транспорта;
2 – однобункерное устройство для приема материалов с автотранспорта
3 – пункт перегрузки №5; 4 – галерея от второго приемного устройства;
5 – пункт перегрузки №4; 6 – галерея от пункта перегрузки №3 на склад;
7 – навес склада; 8 – натяжной пункт; 9 – подштабельный тоннель; 10 – пункт перегрузки №1; 11 – пункт перегрузки № 2; 12 – галереи от пункта перегрузки № 2 на пункт выдачи материалов; 13 – пункт выдачи материалов на автотранспорт; 14 – помещение вентустановки и запасный выход;
15 – разделительные стены; 16 – обвалование; 17 – фундаменты маневровых устройств

Рис. 5П. Автоматизированный склад заполнителей
(типовой проект № 4-09-929)
Проект предусматривает 4 варианта компоновок склада с приемными устройствами и галереей на бетоносмесительное отделение


Рис. 6П. Склад эмульсола:
1 – резервуар емкостью 50 т (1 шт.); 2 – резервуар емкостью 50 т (1 шт.);
3 – шестеренный насос РЗ-ЗС (2 шт.); 4 – кран-укосина с ручной лебедкой (1 шт.); 5 – центральная секция переносного погружного змеевикового подогревателя

Рис. 7П. Схема технологического процесса:
1 – улавливатель цемента (У5910.01 – 1шт.); 2 – группа из двух циклонов
(ЦН-15, диам. 500 – 1 шт.); 3 – фильтр всасывающий (СМЦ-166Б – 1 шт.); 4 – конвейер ленточный наклонный (2930/1 – 1 шт.); 5 – течка концевая
(2930/2 – 1 шт.); 6 – воронка поворотная (У5640.04 – 1 шт.); 7 – указатель уровня (УКМ – 10 шт.); 8 – обрушитель сводов песка (Н519А.200А – 2 шт.);
9 – дозатор весовой автоматический для заполнителей (2ДБО-1600 – 1 шт., 2ДБЩ-1600 – 2 шт.); 10 – дозатор весовой автоматический для цемента (ДБЦ-600 – 1 шт.); 11 – распределитель цемента (У5910.01 – 1 шт.); 12 – воронка сборная (У5640.02.000/23А – 1 шт.); 13 – бак жидкостей (1336/ТН-24.000Б0 – 2 шт.); 14 – дозатор весовой автоматический для жидкости (ДБЖ-400 – 2 шт.); 15 – устройство раздаточное для жидкости (У5590.01Б – 1 шт.);
16 – бетоносмеситель (СБ-93, СБ-112 – 2 шт.); 17 – воронка выдачи бетона (2930/20 – 2 шт.)

Рис. 8П. Схема организации правки и резки арматурной стали на автоматических станках:
1 – автоматические правильно-отрезные станки; 2 – аппараты для стыковой сварки; 3 – консольный кран с тельфером; 4 – вертушки для проволоки в бухтах; 5 – стеллаж

Рис. 9П. Схема организации заготовки арматуры диаметром 10 – 18 мм с высадкой анкерных головок и упрочнением вытяжкой:
а – для стержней стали класса А-500 – две параллельные линии оборудования; б – для стержней стали класса А-400 – три параллельные линии оборудования; 1 – линия непрерывной безотходной стыковой сварки и резки стержней; 2 – установка для высадки анкерных головок; 3 – установка для упрочнения стержней вытяжкой; 4 – стеллаж

Рис. 10П. Схема организации резки прутков арматуры:
1 – приводной отрезной станок; 2 – откидной ролик; 3 – двухсекционный роликовый стол; 4 – отмеривающее устройство; 5 – упор; 6, 7 – боковые стеллажи; 8 – ящик; 9 – лоток
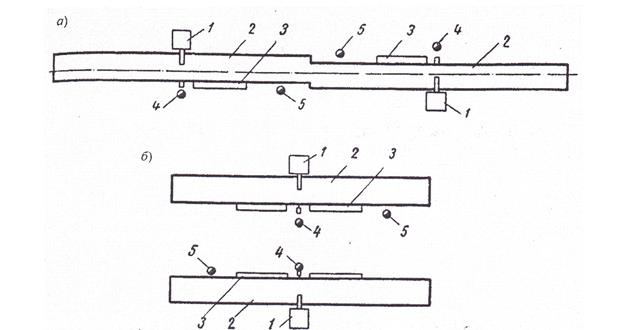
Рис. 11П. Схема организации рабочего места при работе на двух одноточечных машинах, расположенных в одну линию (а) и друг против друга (б):
1 – сварочная машина; 2 – столы; 3 – ящик для коротких стержней; 4 – место сварщика; 5 – место арматурщика

Рис. 12П. Схема организации рабочего места при изготовлении плоских каркасов на многоэлектродной машине МТМК-3×100:
1 – стеллаж для стержней; 2 – стол для раскладки стержней; 3 – механизм для подачи стержней под сварку; 4 – сварочная часть машины МТМК-3×100;
5 – устройство для механического перемещения каркасов; 6 – приемный стол; 7 – склад готовых арматурных каркасов; 8 – рабочее место

Рис. 13П. Поточные технологические линии для изготовления арматурных сеток:
а – поточная линия 7247 СА; б – поточная линия 7247 СГ;
1 – бухтодержатели; 2 – правильное устройство; 3 – сварочная машина
АТМС-14×75-7-2; 4 – пневматические ножницы; 5 – пакетировщик;
6 – точило; 7 – сварочная машина МС-501; 8 – консольный кран; 9 – стол к устройству для резки сеток

Рис. 14П. Схема организации рабочего места при сварке на одноточечной машине:
а – сварка узких сеток; б – сварка широких сеток на двух машинах; 1 – стол;
2 – сварочная машина; 3 – приемный стол; 4 – готовые каркасы; 5 – рабочее место арматурщика

Рис. 15П. Схема организации технологической линии для сварки плоских каркасов:
а – на машине МТМК-3×100; б – на автоматизированной линии И-2АК-1;
1 – стол для продольных стержней; 2 – каретка; 3 – машина МТМК-3×100;
4 – приемные столы; 5 – стеллаж; 6 – готовые каркасы; 7 – бухтодержатели;
8 – кассетное устройство (для стержней); 9 – механизм подачи и правки стержней; 10 – сварочная машина; 11 – ножницы для резки каркасов;
12 – приемно-пакетирующее устройство; 13 – контейнер

Рис. 16П. Схема организации рабочего места для сварки арматурных сеток на многоточечной машине МТМС-10х35:
1 – сварочная машина; 2 – стол; 3 – стеллажи для складирования арматурных стержней; 4 – место сварщика; 5 – тележка для приема сеток;
6 – пневматический сбрасыватель сеток
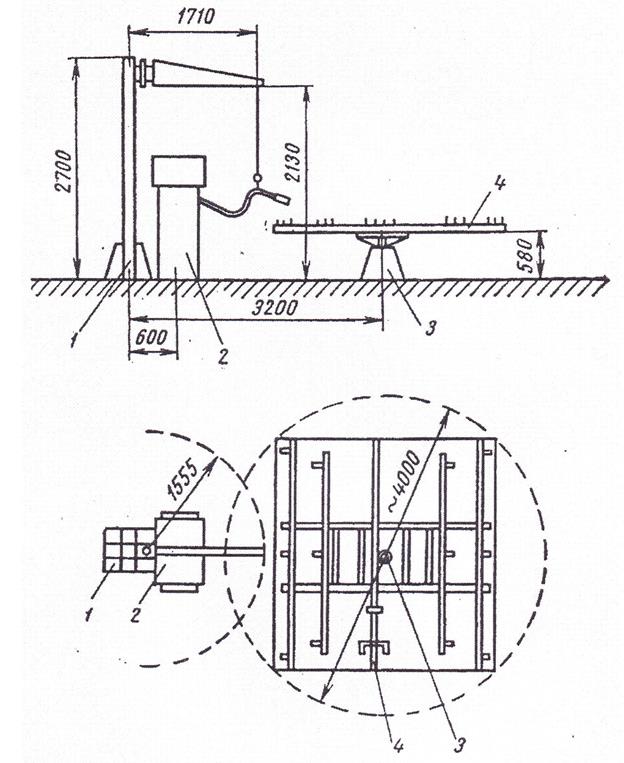
Рис. 17П. Горизонтальная установка 7207/1 для сварки объемных арматурных каркасов:
1 – колонна со стрелой; 2 - сварочная машина МТПП-75; 3 - поворотная стойка для кондуктора; 4 - кондуктор

Рис. 18П. Схема устройства для навивки проволочных пакетов:
1 – поворотная балка; 2 – колки; 3 – опорные ролики; 4 – круговой путь; 5 – бухта с проволокой; 6 – тормозное устройство; 7 – электродвигателя с редуктором
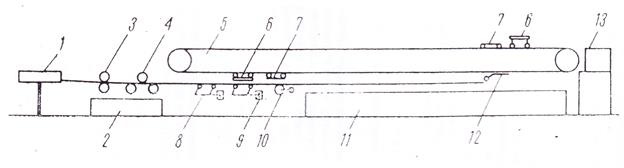
Рис. 19П. Линия заготовки прядевых канатов
1 – барабанный держатель бухт проволоки; 2 – стол; 3 – направляющие ролики; 4 – тормозное устройство; 5 – цепь конвейера; 6 – захват; 7 – упор; 8 – механизм опрессовки заднего клинового зажима; 9 – механизм опрессовки переднего клинового зажима; 10 – дисковая пила; 11 – стол сборки пакетов; 12 – конечный выключатель; 13 – привод конвейера

Рис. 20П. Линия заготовки пакетов проволоки с волновыми зажимами:
1 – групповой бухтодержатель; 2 – направляющие ролики; 3 – тормозное устройство; 4 – цепной конвейер; 5 – каретка; 6 – гидравлический пресс; 7 – конечные выключатели; 8 – дисковая пила; 9 – стол установки зажимов; 10 – приемный стол; 11 – электродвигатель; 12 – конечный выключатель

Рис. 21П. Вертикальная установка 7207/2 для сварки объёмных арматурных каркасов:
1 – подвесной путь; 2 – подвесная площадка; 3 – станина; 4 – кондуктор; 5 – консольный кран; 6 – подвесные сварочные машины МТПП-75

Рис. 22П. Вибропрокатный стан Н. Я. Козлова:
1 – бункер для песка; 2 – бункер для цемента; 3 – бункер для щебня; 4 – ленточные питатели-дозаторы для цемента; 5 – ленточный питатель дозатор для песка;
6 – ленточный питатель-дозатор для щебня; 7 – шнек-смеситель;
8 – бетоносмеситель; 9 – арматурный каркас плиты; 10 – стальная формующая лента; 11 – разделительный щит; 12 – шнековый бетоноукладчик;
13 – виброщиток; 14 – вибробалка; 15 – фреза; 16 – калибрующий агрегат;
17 – калибрующие валки; 18 – накрывная прорезиненная лента термической секции стана; 19 – термическая секция стана; 20 – обгонный рольганг;
21 – опрокидыватель; 22 – готовая железобетонная плита

Рис. 23П. Технологическая схема двухъярусного стана:
1 – подъемник; 2 -толкатель; 3 – привод подъемника; 4 – вибронасадок;
5 – выравнивающая рейка; 6 – заглаживающий валик; 7 – камера предварительной тепловой обработки; 8 – привод снижателя; 9 – снижатель;
10 – форма-вагонетка; 11 – щелевая камера окончательной тепловой обработки изделий

Рис.24П. Конвейерная линия по производству плит перекрытий
Парнасского ЗСК (Ленинград):
1, 2 – посты обрезки концов арматуры; 3 – пост очистки форм; 4 – пост смазки форм; 5 – пост установки вкладышей; 6 – пост укладки нижней арматуры; 7, 8 – пост укладки напрягаемых стержней; 9 – пост закрывания бортов; 10 – пост остывания напрягаемой арматуры; 11 – пост укладки верхних арматурных сеток; 12, 13 – пост укладки и уплотнения бетонной смеси; 14 – пост очистки бортов форм от бетона; 15 – передаточная тележка; 16 – форкамера; 17 – пост выдержки; 18, 19 – пост заглаживания верхней поверхности; 20 – снижатель; 21 – двухъярусная щелевая камера; 22 – подъемник; 23 – машина для обрезки арматуры; 24 – машины для смазки форм; 25 – механизм закрывания бортов; 26 – бетоноукладчик; 27 – тележка для подачи арматурных сеток; 28 – дисковая заглаживающая машина; 29 – штабеля изделий;
30 – кантователь; 31 – портальный перегружатель; 32 – кран мостовой электрический; 33 – самоходная тележка для вывоза готовых изделий

Pиc.25П. Конвейер со щелевыми многоярусными камерами мощностью
140 тыс. м2 общей площади в год для изготовления панелей наружных стен:
I–XIII – посты конвейера; 1 – щелевые многоярусные камеры;
2 -участок складирования форм; 3 – зона переоснастки форм; 4 – зона складирования бортооснастки; 5 – отделочный конвейер; 6 – место ремонта изделий; 7 – зона выдержки изделий; 8 – устройство для открывания бортов;
9 – кантователь; 10 -устройство для закрывания бортов; 11 – бетоноукладчик; 12 – передаточные устройства; 13 – подъемник; 14 – снижатель
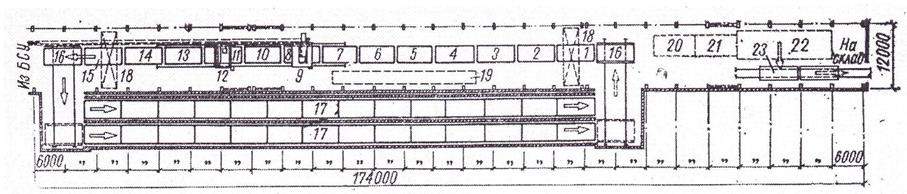
Рис. 26П. Поточно-конвейерная линия со щелевыми камерами
полигонального очертания по производству плит перекрытий:
технологические посты: 1 -раскрывания бортов; 2 – съема изделий;
3 – чистки и смазки форм; 4 -закрывания бортов; 5 -укладки арматуры;
6, 7 – установки закладных деталей и каналообразователей;
8, 9, 10 – формования; 11, 12, 13 – заглаживания поверхности; 14 – извлечения штанг каналообразователей; 15 – осмотра и предварительной выдержки;
16 – передаточная тележка; 17 – щелевая камера; 18 – кран электрический мостовой; 19 – зона складирования арматуры и закладных деталей;
20, 21 – участки ремонта и доводки изделий; 22 – место для выдержки и охлаждения изделий; 23 – самоходная тележка для вывоза изделий на склад

Рис. 27П. Конвейерная линия с вертикальной камерой для изготовления
наружных керамзитобетонных стеновых панелей:
технологические посты: 1 – чистки и смазки форм; 2 – укладки керамической плитки; 3 – закрывания бортов и замков форм; 4 -заливки раствором керамических плиток; 5 -укладки арматуры и закладных деталей;
6 – виброустановка для уплотнения керамзитобетонной смеси;
7 -укладки и уплотнения керамзитобетона; 8 – укладки внутреннего слоя раствора; 9 – съема оконных вкладышей и доработки откосов;
10 – передаточная тележка; 11 – предварительной выдержки; 12 – камера КУТ; 13 -установки и герметизации оконны
|
|
|

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

