

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
| Страна-производитель | Германия (FRIAMAT) | Италия (Фьюзопласт) | Англия (Комет) | Россия (Протва) |
| Диапазон свариваемых труб, мм | 20–800 | 20–710 | 20–1100 | 20–1100 |
| Диапазон рабочих температур, °С | –20…+50 | –20…+60 | –20…+45 | –30…+70 |
| Вес аппарата, кг | 11 | 16 | 21 | 18 |
| Способы считывания информации | ‒ сканирующий карандаш; ‒ ручной ввод данных; ‒ определение фитингов марки FRIAMAT путём подключения фитинга к аппарату клеммами | ‒ сканирующий карандаш; ‒ ручной ввод данных | ‒ сканирующий карандаш; ‒ ручной ввод данных | ‒ сканирующий карандаш; ‒ ручной ввод данных |
Из таблицы видно, что сварочные аппараты производства Англии и России рассчитаны на все диаметры применяемых фитингов, но по диапазону рабочих температур российский аппарат «Протва» лидирует, так как диапазон рабочих температур –30…+70 °С позволяет использовать их как в северных частях страны, так и на юге, где перепады температур существенные. Удобством же сварочных аппаратов Германии является их упрощенный способ работы с соединительными деталями этой же фирмы, так как при подключении аппарата
к фитингу аппарат автоматически распознаёт его и задаёт нужные параметры режима без дополнительного ввода данных.
Сварочный аппарат «Протва» – первый отечественный аппрат для сварки при помощи муфт с закладными нагревателями. Разработчик аппарата компания ООО «Автоматизированное оборудование для сварки трубопроводов», город Протвино, Московская область. Аппарат представлен на рис. 10.1 и 10.2.
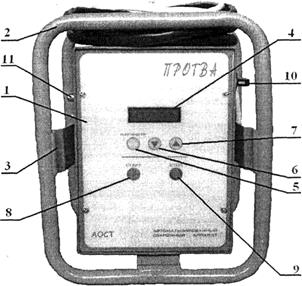
Рис. 10.1. Аппарат «Протва», вид спереди:
1 – корпус; 2 – защитный каркас; 3 – амортизатор; 4 – индикатор;
5 – кнопка «ПАРАМЕТР»; 6 – кнопка «МЕНЬШЕ»; 7 – кнопка «БОЛЬШЕ»;
8 – кнопка «СТАРТ»; 9 – кнопка «СТОП»; 10 – выключатель сети;
11 – датчик температуры окружающего воздуха
Аппарат «Протва» предназначен для обеспечения и контроля электромуфтовой сварки полиэтиленовых трубопроводов систем газоснабжения, водоснабжения и технологических трубопроводов при помощи деталей с закладными нагревателями.
Конструктивно аппарат состоит из микропроцессорного блока управления, электронного регулятора напряжения и понижающего трансформатора.
Аппарат «Протва» регулирует напряжение и ток на клеммах электросварного фитинга (фитинга с закладным нагревателем), обеспечивая последний необходимым количеством энергии для правильного плавления полиэтилена и надежного сваривания контакта фитинг–труба. Аппарат позволяет работать с различными уровнями напряжения и тока, что обеспечивает возможность использования фитингов разных производителей как российских, так и зарубежных.

Рис. 10.2. Аппарат «Протва», вид сзади:
1 – сетевой кабель; 2 – сварной (нагрузочный) кабель; 3 – клемма заземления;
4 – держатель предохранителя; 5 – разъём считывателя штрихового кода; 6 – разъём для соединения с персональным компьютером; 7 – разъём для соединения с принтером; 8 –карман для считывателя штрихового кода; 9 – табличка кодов ошибок
Информация о параметрах фитингов и параметрах сварочного цикла находится в штрихкоде фитинга и вводится в аппарат автоматически при помощи считывающего устройства, что исключает возможность неверного ввода данных оператором. Аппарат «Протва» позволяет также использовать ручной ввод данных параметров фитингов и сварочного цикла.
Аппарат «Протва» хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть передана на компьютер и распечатана на принтере. Таким образом, аппарат обеспечивает протоколирование процесса сварки. Технические характеристики аппарата представлены в табл. 10.2.
Таблица 10.2
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

