Для смазки зубчатых колес выбираем способ смазывания погружением зубчатых колес в масло, залитое в картер редуктора. Данный способ используют при окружных скоростях менее 15 м/с. Уровень масла в картере редуктора должен обеспечить погружение венца колеса на глубину до двух высот зубьев, но не менее 10 мм [3, c. 223].
Объем масляной ванны принимают таким, чтобы обеспечить отвод выделяющейся в зацеплении теплоты к стенкам корпуса. Для одноступенчатых цилиндрических редукторов объем масляной ванны рекомендуется принимать таким, чтобы на 1 кВт мощности приходилось 0,35…0,7 л масла [3, c. 224].

С учетом того, что длина масляной ванны 420 мм, ширина 170 мм, а количество масла 1,4…2,8 л при мощности 4 кВт, глубина масляной ванны должна быть 20…40 мм.
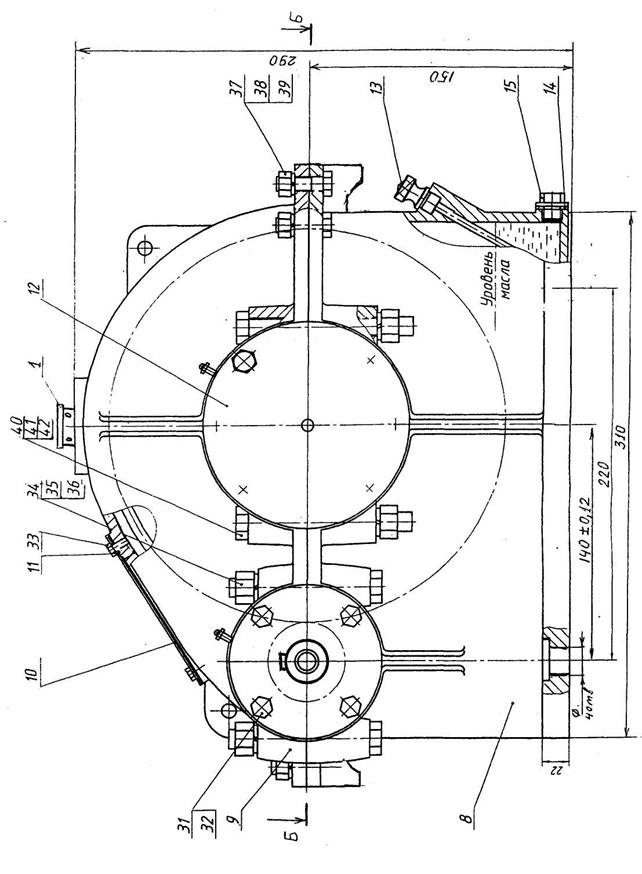
В спроектированном редукторе доступ масляных брызг к подшипникам качения затруднен и смазку подшипников масляными брызгами осуществить нельзя. Поэтому полость подшипника отделяем от внутренней части корпуса мазеудерживающим кольцом (рис. 10, поз. 5). Свободное пространство внутри подшипникового узла заполняем на 1/3 объема пластичной мазью. Для подачи в подшипниковую полость смазочного материала без снятия крышки используем пресс-масленки (рис. 10, поз. 52).
Для наблюдения за уровнем масла в картере редуктора используем жезловый маслоуказатель (рис. 10, поз. 13).
Во время работы в связи с нагревом воздуха и масла повышается давление внутри редуктора. Это приводит к выбрасыванию масляного тумана из корпуса через уплотнения и стыки. Чтобы избежать этого, внутреннюю полость корпуса сообщают с внешней средой установкой отдушины (рис. 10, поз. 1) в верхней части корпуса.
При работе передачи масло постепенно загрязняется продуктами износа. С течением времени оно стареет, свойства его ухудшаются. Поэтому масло, налитое в корпус редуктора, периодически меняют. Отработанное масло нужно слить таким образом, чтобы не производить разборку механизмов привода. Для этой цели в нижней части корпуса редуктора предусматриваем сливное отверстие, закрываемое пробкой (рис. 10, поз. 15).
В соответствии с рекомендациями [2, c. 253] при имеющих место в нашем случае контактных напряжениях sн = 411,8 МПа и скорости V = 1,0 м/с рекомендуемая вязкость масла 34·10-6 м2/с. Принимаем масло индустриальное И-40А по ГОСТ 20799-75 [2, c. 253].
15. Технические требования
В зависимости от вида сборочной единицы и ее назначения технические требования могут быть самыми разнообразными. Наиболее часто встречаются следующие требования.
1. Требования к сборке. Указывают регулировочные зазоры между торцами подшипников (если они необходимы и не указаны на чертеже); способ уплотнения плоскости разъема (например: «Плоскость разъема покрыть герметиком при окончательнойсборке»); указания по дополнительной обработке деталей при сборке (например: «Развальцевать», «Отогнуть», «Приварить» и др.).
2. Требования по отделке. Например, по окраске изделия в сборе с указанием сорта и цвета краски: «Необработанные наружные поверхности редуктора покрыть серой эмалью Гр.Гф-020/ЭМ.ПФ-133, серая 1V A».
3. Требования к эксплуатации. При необходимости указывают сроки замены подшипников, смены смазки и др.
Пункты технических требований должны иметь сквозную нумерацию. Каждый пункт технических требований записывают с красной строки.
Текстовую часть технических требований размещают только на первом листе независимо от того, на скольких листах изображен чертеж данного изделия и на каких листах находятся изображения, к которым относятся указания, приведенные в текстовой части. При этом текстовую часть располагают на поле чертежа над основной надписью в виде колонки шириной не более ширины основной надписи.
На чертеже общего вида редуктора, представленного на рис. 7 и 8, могут быть указаны следующие технические требования.
1. Валы собранного редуктора должны проворачиваться от руки плавно, без заеданий.
2. Сопряженные поверхности корпуса и крышек покрыть тонким слоем герметика ВГК-18 N 2 МРТУ 07-6012-63.
3. Необработанные наружные поверхности редуктора покрыть серой эмалью: Гр.Гф-020/ЭМ.ПФ-133, серая 1V A.
4. Редуктор обкатать без нагрузки при частоте вращения быстроходного вала n =1500 об/мин в течение 3 ч.
Техническая характеристика
Техническая характеристика расширяет сведения о конструкции сборочной единицы. На чертеже редуктора указывают:
– общее передаточное число;
– скорость вращения тихоходного вала;
– наибольший крутящий момент на тихоходном валу;
– геометрические параметры зубчатых передач и др.
Техническую характеристику помещают на свободном поле чертежа отдельно от технических требований, с самостоятельной нумерацией пунктов и снабжают заголовком «Техническая характеристика». Заголовок не подчеркивают.
Спецификация
Спецификация определяет состав сборочной единицы и необходима для изготовления, комплектования конструкторских документов и запуска в производство указанных изделий.
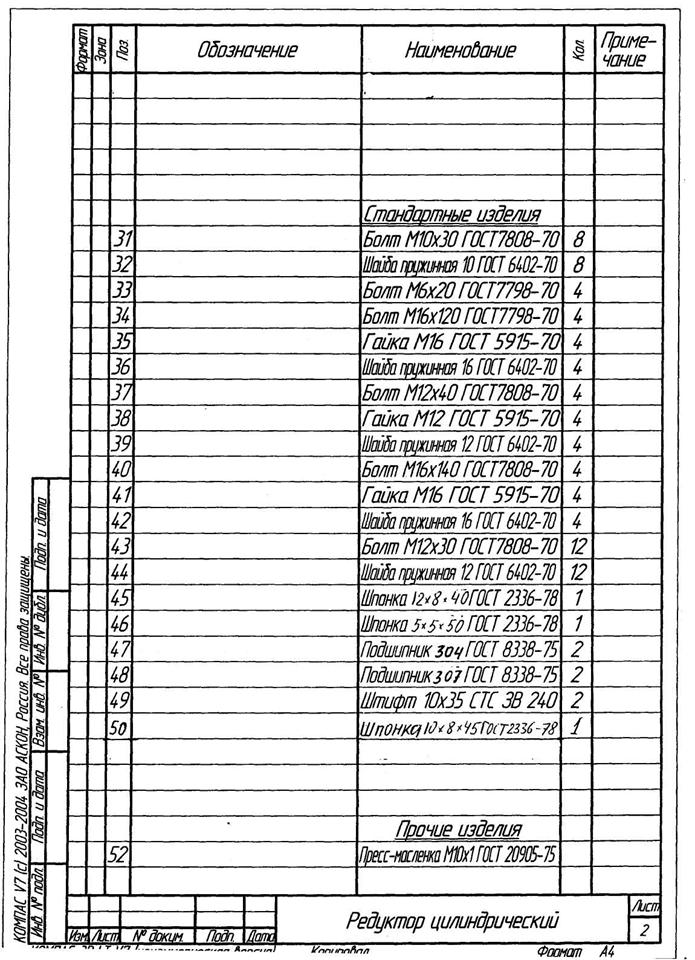
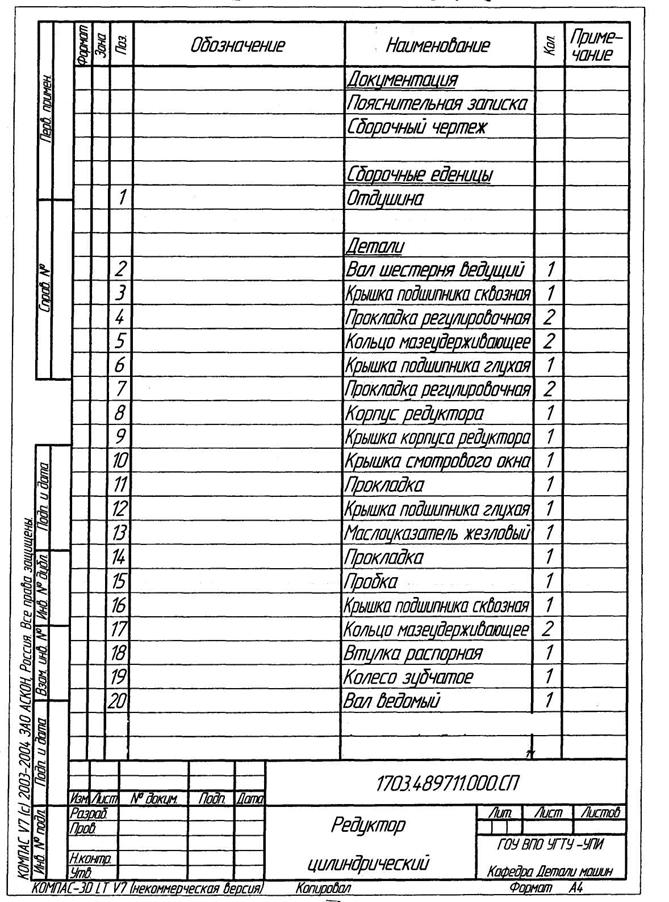
Спецификация в общем случае состоит из разделов, которые располагают в следующей последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наличие тех или иных разделов определяется составом специфицируемого изделия. Заголовок раздела записывают в графе «Наименование» и подчеркивают.
В раздел «Документация» вносят документы, составляющие основной комплект конструкторских документов специфицируемого изделия.
В разделах «Комплексы», «Сборочные единицы» и «Детали» изделия записывают в алфавитном порядке сочетания начальных знаков (букв) и в порядке возрастания цифр, входящих в обозначение.
В разделе «Стандартные изделия» записывают изделия, применяемые по государственным, республиканским стандартам, стандартам предприятия (для изделий вспомогательного производства). В пределах каждой категории стандартов запись производят по группам изделий одного функционального назначения (например, подшипники, крепежные изделия и т.п.), в пределах каждой группы – в алфавитном порядке наименований изделий, в пределах каждого наименования – в порядке возрастания номера стандартов, в пределах каждого стандарта – в порядке возрастания основных параметров или размера изделия.
В раздел «Прочие изделия» вносят изделия, применяемые по основным конструкторским документам (по техническим условиям), за исключением стандартных.
В раздел «Материалы» вносят все материалы, непосредственно входящие в специфицируемое изделие.
В раздел «Комплекты» вносят ведомости эксплуатационных документов и документов для ремонта, комплекты монтажных частей, сменных частей, запасных частей, инструмента и принадлежностей.
Пример оформления спецификации на редуктор, изображенный на рис. 9 и 10, приведен в прил. 2.
Основная надпись
Основная надпись располагается в правом нижнем углу листа конструкторского документа. На листах формата А4 основную надпись располагают вдоль короткой стороны листа. На сборочных чертежах и чертежах деталей применяется основная надпись по форме 1 (рис. 11). Если чертеж сборочной единицы или детали выполнен на нескольких отдельных листах, допускается на первом листе выполнять основную надпись по форме 1, а на последующих листах – по форме 2а (рис. 13). В этом случае масштаб указывается на поле чертежа у обозначения проекции вида или разреза.
На листах текстовых документов (спецификация) применяется форма 2 и 2а основной надписи, причем на первом листе текстового документа – форма 2 (рис. 12), а на последующих – форма 2а.
В графах основной надписи (формы 1, 2, 2а) указывают (номер графы на соответствующих чертежах приведкн в скобках):
– в графе 1 – наименование изделия документа;
– в графе 2 – обозначение документа;
– в графе 3 – обозначение материала детали со ссылкой на ГОСТ (графу заполняют только на чертежах деталей);
– в графе 4 – условное обозначение документа: ПД – проект дипломный, ПК – проект курсовой;
– в графе 5 – масса изделия в килограммах без указания единицы измерения;
– в графе 6 – масштаб изображения на чертеже в соответствии с ГОСТ 2.302-68;
– в графе 7 – порядковый номер листа (в документах, состоящих из одного листа, графу не заполняют);
– в графе 8 – общее количество листов документа, графу заполняют только на первом листе;
– в графе 9 – наименование института, кафедры и номер студенческой группы;
– в графе 10 – см. чертежи форм 1, 2, 2а;
– в графе 11 – фамилии лиц указанных в графе 10;
– в графе 12 – подписи;
– в графе 13 – даты подписания документа;
– в графе 14 – номер задания, варианта, схемы.
Обозначение документа, указываемое в графе 2, состоит из пятнадцати индексов, объединенных в четыре группы:
1-я группа – ХХХХ
2-я группа – ХХХХХХ
3-я группа – ХХХ
4-я группа – ХХ
В первой группе – четыре индекса, записывается номер учебной специальности.
Во второй группе – шесть индексов, записывается номер привода машины для монтажного чертежа, номер механизма или сборочной единицы для сборочного чертежа, пояснительной записки и спецификации, номер детали для чертежа детали. Номера привода машины, механизмов, сборочных единиц и деталей приведены в прил. 4.
В третьей группе – три индекса, записывается: для рабочего чертежа детали номер детали по спецификации, для чертежей сборочного и монтажного, а также в пояснительной записке и спецификации три нуля.
В четвертой группе – два индекса, записывается шифр документа по ГОСТ 2.102-68 и 2.701-84:
– СБ – сборочный чертеж;
– МЧ – монтажный чертеж;
– ПЗ – пояснительная записка.
Спецификация и рабочий чертеж детали шифра не имеют, четвертая группа для них не заполняется.
Примеры обозначений и их расшифровка
17.03.489712.000.СБ
Учебная специальность «Металлургические машины и оборудование», коническо-цилиндрический редуктор, сборочный чертеж.
12.01.498717.000.ПЗ
Учебная специальность «Технология машиностроения», червячно -цилиндрический редуктор, пояснительная записка.
17.03.489711.000
Учебная специальность «Металлургические машины и оборудование», цилиндрический редуктор, спецификация.
12.01.489410.012
Учебная специальность «Технология машиностроения», колесо зубчатое стальное цилиндрическое, номер позиции по спецификации 12, чертеж детали.
Рис. 11. Основная надпись чертежей (форма 1)
Рис. 12. Основная надпись первого листа пояснительной записки
и спецификаций (форма 2)
Рис. 13. Основная надпись последующих листов пояснительной записки
и спецификаций (форма 2а)
19. Содержание и оформление пояснительной записки
Пояснительную записку (ПЗ) следует оформлять в соответствии с ГОСТ 2.106-68 как конструкторский документ, содержащий описание устройства и принципа действия разрабатываемого изделия, обоснование принятых при его разработке технических и технико-экономических решений, расчеты деталей на прочность.
Пояснительная записка оформляется в виде папки-скоросшивателя. Первый лист – титульный (прил. 1), его выполняют чертежным шрифтом тушью или печатают.
Содержание ПЗ разбивают на разделы и подразделы.
Разделы должны иметь порядковые номера в пределах всей ПЗ, обозначенные арабскими цифрами с точкой.
Подразделы должны иметь нумерацию в пределах каждого раздела. Номера подразделов состоят из номеров разделов и подразделов, разделенных точкой.
Библиографический список
1. Проектирование механических передач / С.А. Чернавский [и др.]. М.: Машиностроение, 1984. 560 с.
2. Курсовое проектирование деталей машин / С. А. Чернавский [и др.]. М.: Машиностроение, 1988. 416 с.
3. Чернилевский Д.В. Основы проектирования машин / Д.В. Чернилевский. М.: «УМ и «Учебная литература», 1998. 472 с.
4. Шейнблит А.Е. Курсовое проектирование деталей машин / А.Е. Шейнблит. Калининград: Янтарный сказ, 2004. 455 с.
5. Иванов М.Н. Детали машин / М.Н. Иванов, В.А. Финогенов. М.: Высшая школа, 2003. 408 с.
6. Дунаев П.Ф. Конструирование узлов и деталей машин / П.Ф.Дунаев, О.П. Леликов. М.: Издательский центр «Академия», 2004. 496 с.
7. Баранов Г.Л. Расчет деталей машин / Г.Л. Баранов Екатеринбург: УГТУ-УПИ, 2005. 172 с.
ПРИЛОЖЕНИЕ 1
Пример оформления титульного листа пояснительной записки
Федеральное агентство по образованию
ГОУ ВПО «Уральский государственный технический университет–УПИ»
Кафедра «Детали машин»
Проект принят с оценкой___________
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по
ДЕТАЛЯМ МАШИН
на тему: РАСЧЕТ И ПРОЕКТИРОВАНИЕ ПРИВОДА
С ЦЕПНОЙ ПЕРЕДАЧЕЙ И ОДНОСТУПЕНЧАТЫМ ЦИЛИНДРИЧЕСКИМ КОСОЗУБЫМ РЕДУКТОРОМ
Студент
Группа
Преподаватель
ПРИЛОЖЕНИЕ 2
Пример оформления спецификации на редуктор
ПРИЛОЖЕНИЕ 3