

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Дуговая сварка на переменном токе широко применяется в промышленности. Это объясняется тем, что источники питания переменного тока просты и удобны в эксплуатации, имеют меньший вес и габариты. Дуги переменного тока бывают однофазными и трехфазными.
Дуга, питаемая переменным током, имеет ряд особенностей. Эти особенности появляются вследствие того, что переменный ток промышленной частоты 50 Гц 100 раз в секунду меняет свое направление (сварочная дуга имеет за 1 сек 100 перерывов в горении дуги). Кроме того, переменный ток, величина которого не остается постоянной, а изменяется по синусоиде от 0 до 360º. Все эти особенности затрудняют горение дуги. Для увеличения стабильности горения дуги необходимо сократить время перерывов в ее горении
Рассмотрим цепь, в которой последовательно с дугой включено активное сопротивление R, а индуктивное Х=0. Сдвиг фаз между током и напряжением равен 0 ( ) (рис. 22).
) (рис. 22).

Рис. 22. Кривые напряжений ( ,
,  ) и тока (
) и тока ( ), когда активное сопротивление
), когда активное сопротивление  , а
, а  и
и
При возрастании напряжения источника питания от 0 до напряжения зажигания  дуга не горит. В момент, когда напряжение станет равным напряжению зажигания , дуга загорится. Ток и напряжение увеличиваются до максимума, а затем уменьшаются. Когда напряжение источника станет меньше, чем необходимо для поддержания устойчивого горения дуги ( <
дуга не горит. В момент, когда напряжение станет равным напряжению зажигания , дуга загорится. Ток и напряжение увеличиваются до максимума, а затем уменьшаются. Когда напряжение источника станет меньше, чем необходимо для поддержания устойчивого горения дуги ( <  ), дуга гаснет. Во вторую половину полупериода дуга не горит до того момента, пока напряжение не станет равным напряжению дуги обратного знака. Как только напряжение обратного знака стало равным напряжению , дуга загорается при токе обратного напряжения. Дальше процесс повторится. В данном случае за один период дуга переменного тока имеет 4 перерыва (
), дуга гаснет. Во вторую половину полупериода дуга не горит до того момента, пока напряжение не станет равным напряжению дуги обратного знака. Как только напряжение обратного знака стало равным напряжению , дуга загорается при токе обратного напряжения. Дальше процесс повторится. В данном случае за один период дуга переменного тока имеет 4 перерыва ( ,
,  ,
,  ,
,  ).
).
Для того, чтобы дуга горела устойчиво без перерывов, необходимо соблюдать следующие условия:
1. Температура газового промежутка между изделием и электродом должна оставаться постоянной.
2. Интенсивная ионизация среды, в которой горит дуга.
3. Легкость возникновения катодного и анодного пятна.
4. Минимальное или равное нулю время перерыва горения дуги.
При невыполнении этих условий дуга может погаснуть при переходе тока через ноль.
Для выполнения 1 и 2 условия применяются специальные обмазки электродов и флюсы. Для выполнения 3 условия перед сваркой необходимо хорошо подготавливать свариваемые кромки.

| 
|
| а | б |
Рис. 23. Кривые напряжений холостого хода: а - изменение частоты напряжения; б - изменение величины напряжения холостого хода
Для выполнения 4 условия необходимо увеличить напряжение  (рис.23, б) или частоту переменного тока (рис.23, а), но высокая частота вредно действует на организм человека, а напряжение ограничено ГОСТом на изготовление трансформаторов: для трансформатора не более 80 В.
(рис.23, б) или частоту переменного тока (рис.23, а), но высокая частота вредно действует на организм человека, а напряжение ограничено ГОСТом на изготовление трансформаторов: для трансформатора не более 80 В.
Теперь рассмотрим второй случай, когда в сварочной цепи есть активное R и индуктивное Х сопротивление. В этом случае между током дуги и напряжением источника питания появляется угол сдвига  , который не равен нулю (
, который не равен нулю ( ) (рис.24).
) (рис.24).

Рис.24. Кривые напряжения (, ) и тока дуги 
Устойчивость горения дуги переменного тока при наличии в цепи индуктивного сопротивления повышается. При правильно подобранном индуктивном сопротивлении можно получить такой сдвиг фаз, при котором кривая тока будет проходить через ноль в момент времени, когда напряжение будет равно напряжению , и тогда перерыва в горении дуги не будет
Из-за влияния индуктивности в сварочном контуре будет появляться ЭДС самоиндукции, которая направлена против напряжения источника при возрастании тока и будет согласно с напряжением источника при уменьшении тока. Напряжение на дуге будет постоянным и достаточным для горения дуги, пока ток не станет равным 0. При токе, равном нулю, ЭДС самоиндукции тоже равно нулю, дуга гаснет, но к этому моменту напряжение источника обратного направления станет достаточным для зажигания дуги обратной полярности, и дуга загорится. С увеличением тока обратного направления вновь появится ЭДС самоиндукции, и процесс повторится
Сварочная дуга, горящая на переменном токе с индуктивным сопротивлением в цепи, не имеет перерывов в горении дуги, так как ЭДС самоиндукции поддерживает ее горение. Для поддержания горения дуги в момент снижения напряжения источника необходим определенный угол сдвига  между током и напряжением. Обычно ее угол составляет
между током и напряжением. Обычно ее угол составляет  =0,35÷0,6.
=0,35÷0,6.
Наличие индуктивного сопротивления в цепи обязательное условие для всех источников питания переменного тока.
Трехфазная сварочная дуга
Трехфазной дугой называют сварочную дугу, горящую между двумя электродами и изделием (рис. 25).
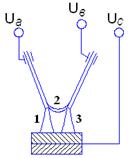
Рис. 25. Схема трехфазной дуги: 1, 3- дуги прямого действия; 2- дуга косвенного действия
Каждый электрод и изделие получает питание от одной фазы трехфазного источника питания. Трехфазная дуга состоит из трех отдельных дуг, горящих в общей газовой среде, имеющих общее плавильное пространство. Дуга 1 и 3 - это дуги прямого действия, а дуга 2 – косвенного действия. Для устойчивого горения дуги напряжение  ,
,  ,
,  сдвинуты по фазе на угол =120˚, поэтому дуги 1, 2, 3 горят поочередно, а в переходные моменты - по две дуги одновременно. Вследствие этого среда между изделием и электродами ионизирована, а это благоприятно сказывается на устойчивости горения дуги. При равных напряжениях подведенных к трехфазной дуге может гореть не более двух дуг. Объясняется это тем, что на торце электрода не могут существовать одновременно анодное и катодное пятна (рис.26).
сдвинуты по фазе на угол =120˚, поэтому дуги 1, 2, 3 горят поочередно, а в переходные моменты - по две дуги одновременно. Вследствие этого среда между изделием и электродами ионизирована, а это благоприятно сказывается на устойчивости горения дуги. При равных напряжениях подведенных к трехфазной дуге может гореть не более двух дуг. Объясняется это тем, что на торце электрода не могут существовать одновременно анодное и катодное пятна (рис.26).
Для питания трехфазной дуги могут быть использованы однофазные трансформаторы, соединенные соответствующим образом и специальные трехфазные трансформаторы.
При автоматической сварке трехфазной дугой, высокая стабильность процесса наблюдается только при одинаковой скорости плавления электродов. Этого можно достигнуть, применяя источники питания с равными и одинаково изменяющимися индуктивными сопротивлениями в каждой фазе. Величина сварочного тока регулируется в каждой фазе. Это дает возможность управлять количеством теплоты, которое необходимо для плавления электродов и на проплавление основного металла.

Рис. 26. Схема горения трехфазной дуги
Существуют три основные электромагнитные схемы источника питания трехфазной дуги для сварки плавящимися электродами:
а) с подвижными обмотками (рис. 27, а)
б) с трехфазным дросселем насыщения (рис.27, б).
в) с магнитной коммутацией (рис.27, в)

| 
| 
|
| а | б | в |
Рис.27. Схема питания трехфазной дуги: а- с подвижными обмотками; б- с трехфазным дросселем насыщения; в- с магнитной коммутацией
В трехфазных трансформаторах с подвижными обмотками при сварке на больших токах наблюдается значительная вибрация подвижных частей. А это приводит к изменению основных параметров сварки, которые сказываются на устойчивом горении дуги.
Трансформаторы с дросселем насыщения просты и надежны в эксплуатации. Однако они не позволяют регулировать напряжение холостого хода.
Наиболее перспективными являются источники питания с магнитной коммутацией. В этих трансформаторах возможно изменение величины напряжения холостого хода и регулирование наклона вольт-амперной характеристики, что обеспечивает устойчивое горение дуги.
Механизированная сварка трехфазной дугой применяется для соединения стальных и алюминиевых сплавов больших толщин. Сварка трехфазной дугой 2-2,5 раза производительнее, чем однофазная дуговая сварка. Однако широкого применения сварка трехфазной дугой не получила, так как оказалось неконкурентоспособной с электрошлаковой.
|
|
|

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

