При выборе сварочных источников питания руководствуются, кроме назначения, их основными техническими характеристиками. Часть характеристик регламентируется стандартом, а часть характеристик получается при испытании сварочных и технико-экономических свойств. Перечислим наиболее важные параметры источников.
Номинальный (рабочий) ток  - главный параметр, который выбирается из следующего ряда номинальных токов по ГОСТ 10594-80: 50, 80, 125, 160, 200, 250, 315, 400, 500, 630, 1000, 1250, 1600, 2000, 2400, 3150, 4000, 5000 А.
- главный параметр, который выбирается из следующего ряда номинальных токов по ГОСТ 10594-80: 50, 80, 125, 160, 200, 250, 315, 400, 500, 630, 1000, 1250, 1600, 2000, 2400, 3150, 4000, 5000 А.
Источники для ручной дуговой сварки изготовляют на токи: 50-500 А.
Для полуавтоматической на токи 315-1000 А
Для автоматической на токи 500-2000 А
Многопостовые источники питания имеют номинальный ток 1000-5000 А.
Номинальное (рабочее) напряжение  - напряжение на зажимах источника под нагрузкой. Для источников с номинальным значением сварочного тока до 600 А номинальное напряжение определяется по формуле
- напряжение на зажимах источника под нагрузкой. Для источников с номинальным значением сварочного тока до 600 А номинальное напряжение определяется по формуле  . Для более мощных источников рабочее напряжение принимают равным 44 В и выше.
. Для более мощных источников рабочее напряжение принимают равным 44 В и выше.
Напряжение холостого хода  - определяет условия зажигания и повторного возбуждения дуги и регулируется на зажимах источника питания при отсутствии нагрузки в сварочной цепи. В соответствии со стандартом на изготовление источника питания оно должно быть безопасным для сварщика. Для источников питания переменного тока (трансформатора) напряжение холостого хода не должно превышать 80 В, для источников постоянного тока – 113 В, при механизированной сварке под слоем флюса – 141 В.
- определяет условия зажигания и повторного возбуждения дуги и регулируется на зажимах источника питания при отсутствии нагрузки в сварочной цепи. В соответствии со стандартом на изготовление источника питания оно должно быть безопасным для сварщика. Для источников питания переменного тока (трансформатора) напряжение холостого хода не должно превышать 80 В, для источников постоянного тока – 113 В, при механизированной сварке под слоем флюса – 141 В.
Источники питания могут работать в одном из следующих режимов:
1. Перемежающиеся.
2. Повторно-кратковременный.
3. Продолжительный.
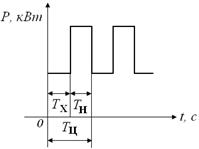
В перемежающемся режиме работа под нагрузкой в течение времени  чередуется с холостым ходом в течение времени
чередуется с холостым ходом в течение времени  , когда источник не отключается от сети (рис.6, а).
, когда источник не отключается от сети (рис.6, а).
| 
|
| а
| б
|
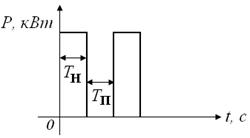
Рис.6. Изменение нагрузки во времени при перемежающемся (а) и повторно-кратковременном (б) режимах работы источников питания
Такой режим имеет место при ручной дуговой сварке и полуавтоматической сварки.
Режим характеризуется относительной продолжительностью нагрузки, который можно рассчитать, применяя выражение:
 .
.
Источник питания для ручной сварки обычно имеет номинальную продолжительность нагрузки ПН=60% при времени цикла 5 мин, но для переносных источников монтажного и бытового назначения может быть 20 и 25%.
Повторно-кратковременный режим - это когда рабочие периоды в течение времени чередуются с паузами в течение времени  , во время которых источник питания отключается от сети (рис.6, б).
, во время которых источник питания отключается от сети (рис.6, б).
Такой режим работы имеет место при механизированной автоматической сварке и характеризуется относительной продолжительностью включения, рассчитываемый по формуле  , который обычно составляет 60% при времени цикла 10 мин.
, который обычно составляет 60% при времени цикла 10 мин.
В продолжительном режиме источник питания непрерывно работает под нагрузкой. Таковы режимы работы многопостовых источников питания и некоторых однопостовых источников при механизированной сварке
Кроме перечисленных параметров в технической документации указывается: напряжение питания источника  - соответствует напряжению сети и принимается 220 или 380 В, коэффициент полезного действия
- соответствует напряжению сети и принимается 220 или 380 В, коэффициент полезного действия  , коэффициент мощности, масса, габаритные размеры.
, коэффициент мощности, масса, габаритные размеры.
Некоторые из технических характеристик указывают на табличке источника. Она крепится на видном месте на корпусе для информирования пользователя при выборе и подключении источника.








