Общие допуски по ГОСТ 30893.1: H14, h14, ± t2/2
| №
п/п
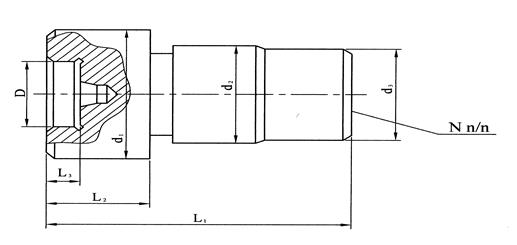
| Размеры детали, мм
|
| d 1
| d 2
| d 3
| D
| l 1
| l 2
| L 3
|
|
| 55 e 8
| 40 h 6
|
|
|
| 36 h 12
| 10 H 12
|
|
| 55 f 9
| 38 e 7
|
| 30 H 12
|
| 40 h 12
| 12 H 11
|
|
| 50 e 8
| 30 e 7
|
|
|
| 30 h 12
| 8 H 12
|
|
| 55 d 9
| 34 e 7
|
|
|
| 30 h 12
| 8 H 12
|
|
| 52 f 9
| 32 g 6
|
|
|
| 40 h 12
| 10 H 11
|
|
| 55 e 8
| 36 f 8
|
|
|
| 50 h 12
| 18 H 12
|
|
| 55 f 9
| 40 f 6
|
|
|
| 36 h 12
| 10 H 12
|
|
| 48 d 9
| 28 f 7
|
| 28 H 12
|
| 30 h 12
| 8 H 12
|
|
| 42 d 11
| 25 e 7
|
|
|
| 30 h 12
| 10 H 11
|
|
| 40 b 11
| 20 f 7
|
|
|
| 36 h 12
| 10 H 12
|
|
| 55 f 9
| 38 f 7
|
|
|
| 40 h 12
| 12 H 11
|
|
| 52 f 9
| 30 h 6
|
|
|
| 45 h 12
| 12 H 12
|
Примечание: Неуказанные поля допусков размеров назначить как
общие допуски
ПРИЛОЖЕНИЕ 3
Допуски и отклонения размеров гладких калибров
И контрольных калибров (по ГОСТ 24853)
| Квалитеты допусков
| Обозначения отклонений и допусков
| Интервалы номиналов контролируемых размеров, мм
| Допуски на форму калибра
|
| Св.3
до 6
| Св.6
до 10
| Св. 10
до 18
| Св. 18
до 30
| Св. 30 до 50
| Св. 50
до 80
| Св. 80
до120
| Св.120
до 180
|
| Отклонения и допуски, мкм
|
|
| Z
| 1, 5
| 1,5
|
|
| 2,5
| 2,5
|
|
|
|
| Y
|
|
| 1,5
| 1,5
|
|
|
|
|
|
| Z1
|
|
| 2,5
|
| 3,5
|
|
|
|
|
| Y1
| 1,5
| 1,5
|
|
|
|
|
|
|
|
| H
| 1,5
| 1,5
|
| 2,5
| 2,5
|
|
|
| IT 1
|
| H1
| 2,5
| 2,5
|
|
|
|
|
|
| IT 2
|
| Hр
|
|
| 1,2
| 1,5
| 1,5
|
| 2,5
| 3,5
| IT 1
|
|
| Z, Z1
|
|
| 2,5
|
| 3,5
|
|
|
|
|
| Y, Y1
| 1,5
| 1,5
|
|
|
|
|
|
|
|
| H, H1
| 2,5
| 2,5
|
|
|
|
|
|
| IT 2
|
| Hp
|
|
| 1,2
| 1,5
| 1,5
|
| 2,5
| 3,5
| IT 1
|
|
| Z, Z1
|
|
|
|
|
|
|
|
|
|
| Y, Y1
|
|
|
|
|
|
|
|
|
|
| H
| 2,5
| 2,5
|
|
|
|
|
|
| IT 2
|
| H1
|
|
|
|
|
|
|
|
| IT 3
|
| Hp
| 1,5
| 1,5
|
| 2,5
| 2,5
|
|
|
| IT 1
|
|
| Z, Z1
|
|
|
|
|
|
|
|
|
|
| H
| 2,5
| 2,5
|
|
|
|
|
|
| IT 2
|
| H1
|
|
|
|
|
|
|
|
| IT 3
|
| Hp
| 1,5
| 1,5
|
| 2,5
| 2,5
|
|
|
| IT 1
|
|
| Z, Z1
|
|
|
|
|
|
|
|
|
|
| H
| 2,5
| 2,5
|
|
|
|
|
|
| IT 2
|
| H1
|
|
|
|
|
|
|
|
| IT 3
|
| Hp
| 1,5
| 1.5
|
| 2,5
| 2,5
|
|
|
| IT 1
|
|
| Z, Z1
|
|
|
|
|
|
|
|
|
|
| H, H1
|
|
|
|
|
|
|
|
| IT 4
|
| Hp
| 1,5
| 1,5
|
| 2.5
| 2,5
|
|
|
| IT 1
|
|
| Z, Z1
|
|
|
|
|
|
|
|
|
|
| H, H1
|
|
|
|
|
|
|
|
| IT 4
|
| Hp
| 1,5
| 1,5
|
| 2,5
| 2,5
|
|
|
| IT 1
|
Примечание: Для квалитетов с 9 по 12 допустимый выход размера изношенного
калибра за границу поля допуска изделия равен нулю: Y=Y1 =0
ПРИЛОЖЕНИЕ 4
СПРАВОЧНЫЕ ДАННЫЕ ПО МЕТРИЧЕСКОЙ РЕЗЬБЕ
И РЕЗЬБОВЫМ КАЛИБРАМ
Таблица П.4.1
Метрические резьбы. Диаметры и шаги по ГОСТ 8724, мм
| Номинальный диаметр D
| Шаг резьбы P
|
| 1-й ряд
| 2-й ряд
| 3-й ряд
| крупный
| мелкие
|
|
|
|
| 1,0
| 0,75; 0,5
|
|
|
|
| 1,25
| 1;0,75;0,5
|
|
|
|
| 1,5
| 1,25; 1;0,75; 0,5
|
|
|
|
| 1,75
| 1,5;1,25;1;0,75;0,5
|
|
|
|
| 2,0
| 1,5; 1,25; 1;0,75;0,5
|
|
|
|
| 2,0
| 1,5;1;0,75;0,5
|
|
| 18; 22
|
| 2,5
| 2;1,5;1;0,75;0,5
|
|
|
|
| 3,0
| 2;1,5;1;0,75
|
|
|
|
| 3,5
| 2;1,5;1;0,75
|
|
|
|
| 4,0
| 3;2;1,5;1
|
Таблица П.4.2
Длины свинчивания, относящиеся к группе N по ГОСТ 16093
| Номинальный диаметр
резьбы, D
| Шаг, P
| Длина свинчивания, мм
|
| Свыше 5,6 до 11,2
| 1,0
| Свыше 3 до 9
|
| 1,25
| " 4 " 12
|
| 1,5
| " 5 " 15
|
| Свыше 11,2 до 22,4
| 1,0
| Свыше 3,8 до 11
|
| 1,25
| " 4,5 " 13
|
| 1,5
| " 5,6 " 16
|
| 1,75
| " 6 " 18
|
| 2,0
| " 8 " 24
|
| 2,5
| " 10 " 30
|
| Свыше 22,4 до 45
| 1,0
| Свыше 4 до 12
|
| 1,5
| … " 6,3 " 19
|
| 2,0
| " 8,5 " 25
|
| 3,0
| " 12 " 36
|
| 4,0
| " 18 " 53
|
Таблица П.4.3
Средний диаметр метрической резьбы по ГОСТ 24075, мм
| Шаг
резьбы P
| Средний
диаметр D 2
| Шаг
резьбы P
| Средний
диаметр D 2
|
| 1,0
| D −1 + 0,350
| 2,0
| D − 2 + 0,701
|
| 1,25
| D − l + 0,188
| 2,5
| D − 2 + 0,376
|
| 1,5
| D − l + 0,026
| 3,0
| D − 2 + 0,051
|
| 1,75
| D − 2 + 0,863
| -
| -
|
Таблица П.4.4
Допуски среднего диаметра TD 2 внутренней резьбы по ГОСТ 16093
| Наружный диаметр резьбы D, мм
| Шаг P, мм
| TD 2, мкм по степеням точности
|
|
|
|
|
| Свыше 5,6 до 11,2
| 1,0
|
|
|
|
| 1,25
|
|
|
|
| 1,5
|
|
|
|
| Свыше11,2 до 22,4
| 1,25
|
|
|
|
| 1,5
|
|
|
|
| 1,75
|
|
|
|
| 2,0
|
|
|
|
| 2,5
|
|
|
|
| Свыше 22,4 до 45
| 1,5
|
|
|
|
| 2,0
|
|
|
|
| 3,0
|
|
|
|
|
Примечание: С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым отклонением среднего диаметра рекомендуется изготовлять их для резьбы 6,7,8 степеней точности — по 6-й степени точности.
|
Таблица П.4.5
Основные отклонения диаметров внутренней резьбы по ГОСТ 16093
|
Шаг Р, мм
| Диаметры D 1; D 2
|
| Основные отклонения EID 1 = EID 2, мкм
|
| E
| F
| G
| H
|
| 1,0
| +60
| +40
| +26
|
|
| 1,25
| +63
| +42
| +28
|
|
| 1,5
| +67
| +45
| +32
|
|
| 1,75
| +71
| +48
| +34
|
|
| 2,0
| +71
| +52
| +38
|
|
| 2,5
| +80
| -
| +42
|
|
| 3,0
| +85
| -
| +48
|
|
Таблица П.4.6
Допуски и величины, определяющие положение полей допусков и предел износа калибров-пробок, мкм
| TD 2 (по ГОСТ 16093)
| TPL
| ZPL
| WGO
|
| Свыше 80 до 125
|
|
| 12,5
|
| " 125 " 200
|
|
| 17,5
|
| " 200 " 315
|
|
| 21,0
|
| " 315 " 500
|
|
| 27,0
|
Таблица П.4.7
Предельные отклонения угла наклона боковой стороны профиля резьбы калибра–пробки. Степени точности резьбы 3….10
| Шаг резьбы P, мм
| ± Tα/ 2, мин
| Шаг резьбы P, мм
| ± Tα /2, мин
|
| 1,0
|
| 2,0
|
|
| 1,25
|
| 2,5
|
|
| 1,5
|
| 3,0
|
|
| 1,75
|
| …
| …
|
Таблица П.4.8
Допуски шага резьбы калибров-пробок. Степени точности резьбы 3….10
| Длина резьбы рабочей части калибра, Nk, мм
| ±TР, мкм
|
| До 12
|
|
| Свыше 12 до 32
|
|
| Свыше 32 до 50
|
|
| Свыше 50 до 80
|
|
Таблица П.4.9
| Наименование
и назначение
калибра
| Наружный диаметр
| Средний диаметр
|
| Номинальный
размер, dk
| Предельные
отклонения
| Номинальный
размер, d 2 k
| Предельные отклонения
|
| Калибр-пробка
резьбовой
проходной (ПР)
| D + EID + ZPL
| ± TPL
| D 2+ EID 2+ ZPL
| ± TPL
|
| Пределы износа
|
| dk -WGO
| d2k –WGO
|
ПРИЛОЖЕНИЕ 5












