Если деталь, входящая в изделие, имеет простую форму (круг, прямоугольник) и сваривается с другими без подготовки ее кромок, то чертеж на эту деталь не выполнять, а в спецификации записать данные, необходимые для ее изготовления (размеры, материал).
Выполнять спецификацию в соответствии с
ГОСТ 2.108-68 на листе формата А4.
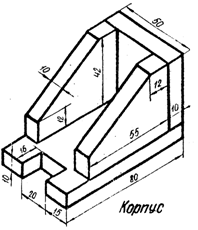
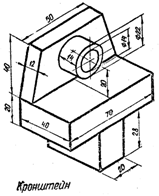
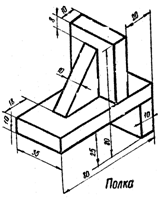
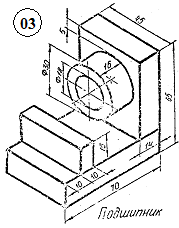
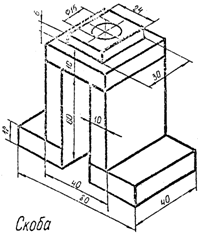
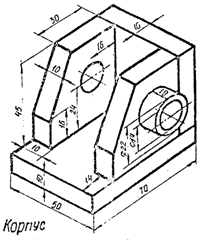
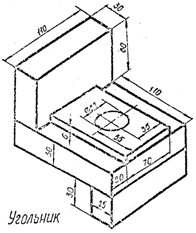
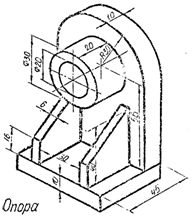
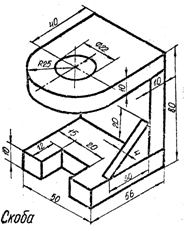
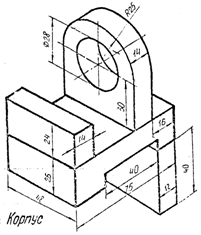
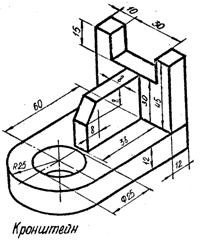
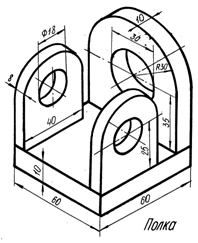
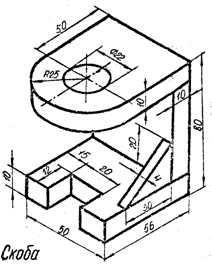
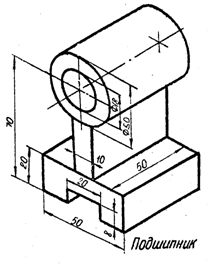
Варианты заданий представлены на рис.12
Рис.12


00 01
Продолжение рис.12



04 05
Продолжение рис.12


06 07


08 09

Продолжение рис.12


10 11




12 13


Продолжение рис.12
14 15



16 17
Продолжение рис.12

18 19



20 21

Продолжение рис.12

22 23

 24
24

Продолжение рис.12


26 27
Соединение деталей сваркой. Сварка плавлением – процесс создания неразъемного соединения деталей путем местного нагрева их до расплавленного состояния с применением или без применения механического усилия. Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов, термопластические пластмассы.
Сварным швом называется затвердевший после расплавления материал, который по своей структуре отличается от структуры металла свариваемых деталей.
В сварочном производстве применяются стандартные сварные швы, параметры которых определяются соответствующими стандартами. Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы
шва. Буквенная часть обозначения определяется видом сварного соединения.
1.Стыковое соединение (С) – свариваемые детали соединяются по своим торцовым поверхностям (рис. 13,а).
2.Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 13,б).
3.Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 13,в).
4.Соединение внахлестку (Н) – поверхности соединенных деталей частично перекрывают друг друга (рис. 13,г).

Рис.13
В зависимости от требований, предъявляемых к сварному соединению, толщины свариваемых деталей, кромки свариваемых деталей выполняются по разному: без скоса кромок (рис. 14,а), со скосом одной кромки (рис. 14,б), со скосом двух кромок (рис. 14,в).
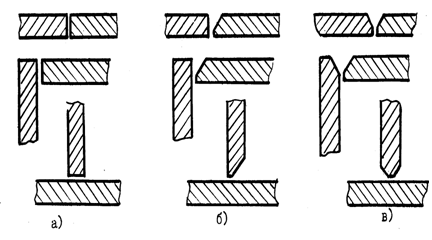
Рис.14
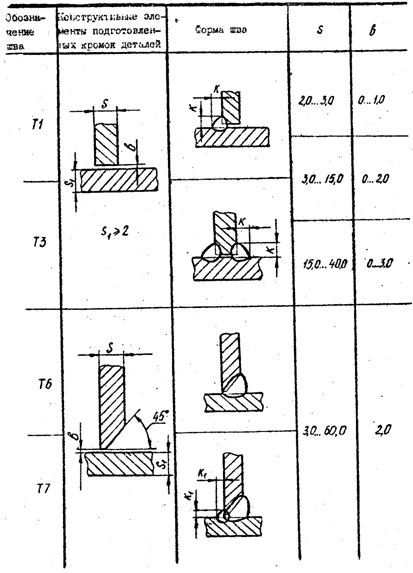
Виды сварных соединений деталей из углеродистых и низколегированных сталей, выполненных ручной электродуговой сваркой и их конструктивные элементы определяет ГОСТ 5264-80, некоторые из них приведены в таблице.5.
Таблица 5
Конструктивные элементы подготовленных кромок
деталей по ГОСТ 5264-80
Продолжение таблицы 5.
 44
44
Продолжение таблицы 5.
Продолжение таблицы 5.

Катеты углового шва принимаются равными толщине более тонкой детали при толщине ее меньше 3мм; равными 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3мм.
По своей протяженности сварные швы могут быть: непрерывными по замкнутому контуру (рис. 15,а),и по незамкнутому контуру (рис. 15,б),прерывистыми (рис. 15,в),и точечными.
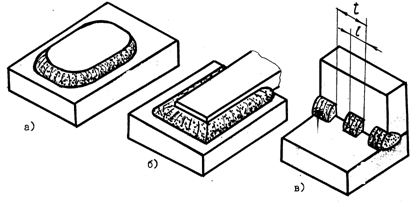
Рис.15
Прерывистые швы имеют равные по длине проваренные участки с равными промежутками между ними. При двусторонней сварке, если проваренные участки расположены друг против друга, то шов называется цепным (рис. 16,а), если участки чередуются, то шов называется шахматными (рис. 16,б).
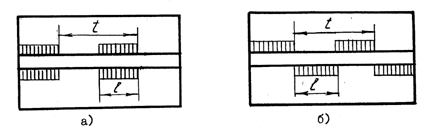
Рис.16