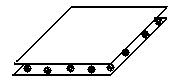
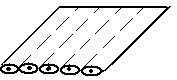
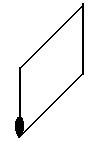
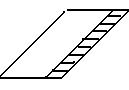
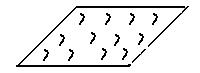
Сборочная схема представляет собой графическое изображение метода обработки в разрезе с соблюдением пропорций деталей узла и расстояния между строчками. Направление разреза на сборочной схеме может быть вертикальным или горизонтальным, в соответствии с его положением в изделии, и определяется удобством изображения. Так, например, при рассмотрении методов обработки бортов, шлиц выполняют горизонтальный разрез, а карманов, воротников, низа рукавов - как правило, вертикальный. Линии на плоскости узла изображают под углом 45° к разрезу. Строчки прокладывают так, чтобы они указывали на соединяемые слои деталей в изделии. Указывают последовательность выполнения операций путем цифровой нумерации.
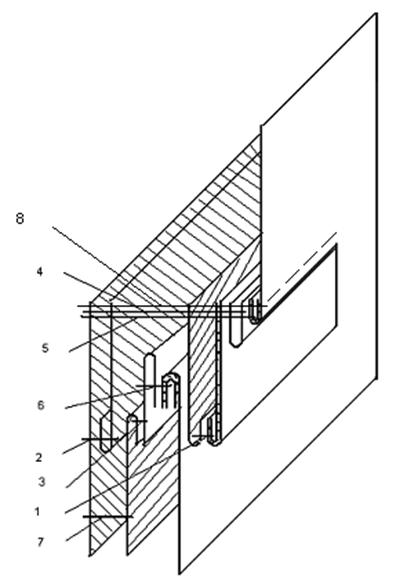
Рисунок 25 - Пример изображения сборочных схем
Принятые условные обозначения материалов
| Материал верха
|
| Детали из подкладочной ткани
|
| Детали из неклеевых прокладочных материалов
|
| Деталь (участок детали) продублированный клеевой прокладкой
|

| Детали, скрепленные клеевым материалом с двусторонней клеящей способностью (пленка, паутинка)
|
| Утепляющие прокладки 
|
| Брючная тесьма
|
| Тесьма – молния
|
| Деталь из меха
|
Приложение К
Правила составления графической модели (графа)
Технологического процесса
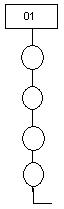
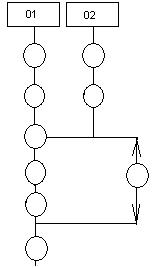
При построении графа процесса следует учитывать особенности технологии изготовления одежды: последовательное и параллельное выполнение операций процесса. Последовательное выполнение операций процесса на графе показывается последовательной цепочкой работ (рис. 26,а), параллельное – двумя, тремя, и т.д. параллельными цепочками работ (рис. 26,б). В некоторых случаях возможна одинаковая очередность выполнения тех или иных операций. На графе процесса эти операции образуют ромбики связей (рис. 26,в). Такие операции в конечном итоге выполняются последовательно в порядке, задаваемом технологом, исходя из производственных соображений. При наличии соответствующего оборудования они могли бы быть выполнены параллельно на одной детали (как это делается на переде при притачивании обтачек кармана на двухигольной машине с ножом 496 кл.).
| 
| 

| 
| 
|

|
| а
| б
| в
| г
|
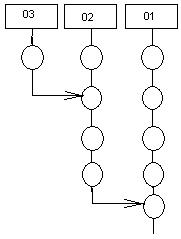
| 01, 02, 03 – коды деталей изделия
|
Рисунок 26 - Отображение с помощью графов порядка
обработки деталей
Другая технологическая особенность изготовления изделия – появление «плавающих» операций. «Плавающая» операция или их группа может быть выполнена в любой момент на протяжении определенного периода обработки изделия. Например, окончательная влажно-тепловая обработка швов платья, карманов сорочек и т.п. может быть выполнена не сразу после их изготовления, а в конце обработки изделия. На графе процесса такие операции выносятся за основной процесс с указанием интервала времени их возможного выполнения (рис. 26,г).
«Плавающие» операции относятся к разряду последовательно выполняемых работ и могут быть включены в процесс изготовления изделия после любой из операций заданного интервала времени.
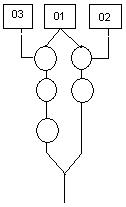
Таким образом, построение графа процесса изготовления швейного изделия будет складываться из установления необходимого перечня технологических операций для каждой из деталей изделия, определения порядка их следования в процессе и соединения цепочек операций (рис. 27). Для придания графу процесса определенного вида (легко читаемого) одну из деталей изделия условно выбирают за основную. К ней предполагается крепление других деталей и фурнитуры. Такой деталью может быть та, которая имеет в изделии наибольшее количество конструктивно-технологических связей с другими деталями (как правило, перед, спинка).
Деталь с наибольшей суммой связей при построении графа процесса располагают по середине. В дальнейшем цепочка операций по обработке данной детали и ее соединению с другими будет представлять собой как бы ствол процесса обработки. Подобные графы за их вид еще называют деревьями. В реальных условиях процесс изготовления изделия ствола не имеет, так как все детали в процессе равнозначны.
Для оперативного использования в инженерных расчетах информации о технологии изготовления одежды при отображении операций технологического процесса на графах принято указывать некоторые их параметры: специальность, разряд исполнителя, время выполнения и номер (вместо специальности иногда указывается класс оборудования или его код по классификатору). Параметры приводятся в кружочках, характеризующих на графе технологические операции (рис. 28).
При построении графов процессов следует учитывать, что отображенный в кружочках номер технологической операции не несет информации о порядке ее выполнения. Порядок следования операций в процессе задан самой структурой графа. Номер технологической операции необходим только для пополнения сведений об операции, которые берутся из перечня технологических операций, составленного ранее.
Построенный таким образом граф процесса изготовления изделия и составленный ранее перечень технологических операций к нему характеризуют технологический процесс в целом как систему, состоящую из конечного множества технологических операций. Условия выполнения самих операций в указанных документах не приводятся.
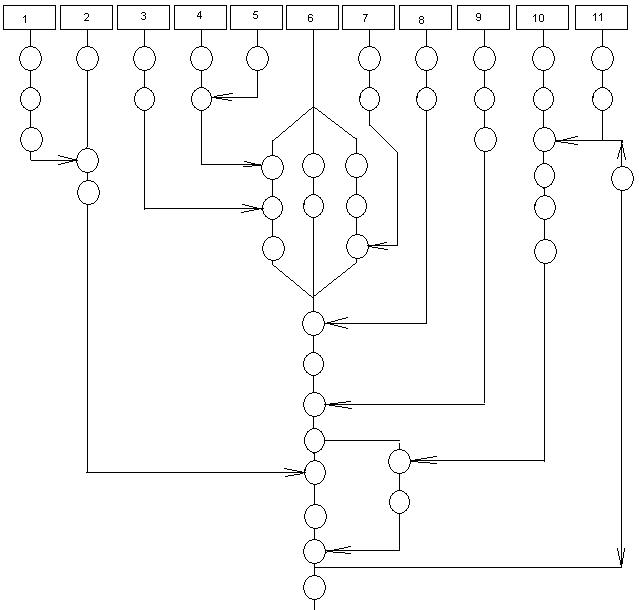
1, 2, 3, 4 и т.д. – детали изделия
Рисунок 27 - Внешний вид графа процесса

Рисунок 28 - Условные обозначения
ПРИЛОЖЕНИЕ Л
Правила составления








