Межоперационное время может быть определено как средняя норма для цеха, участка. Несмотря на неопределенность условий возникновения межоперационных перерывов и невозможность в связи с этим точного определения их длительности для каждой пары смежных операций, величину tмо необходимо нормировать, так как эти перерывы составляют одну из двух основных слагаемых производственного цикла, а величина их колеблется в зависимости от уровня серийности производства в широких пределах, практически достигая 70—80 и более процентов от длительности производства Тц партии предметов.
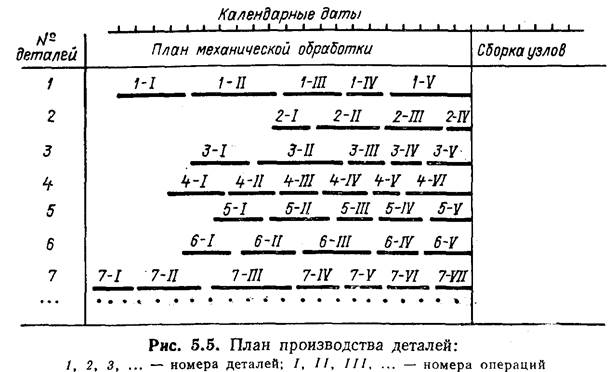
На рис. 5.5 показан план работы механического участка (цеха), представляющий в общем виде массу деталей многих наименований, проходящих самостоятельно через операции своего технологического процесса. Движение деталей представлено без перерывов.
Сроки выпуска деталей каждого наименования определены установленными сроками потребления их на сборочной стадии, а сроки запуска — длительностью производственного цикла.
Наряду с планом производства деталей имеется план по труду, разрабатываемый органами технико-экономического планирования. Предположим, что согласно этому плану на участке (в цехе) должны работать р револьверщиков, т токарей, с слесарей, ф фрезеровщиков и т. д. (где р, т, с, ф — количество рабочих соответствующих профессий).
Суммарная потребность в трудовых ресурсах по всем тем деталеоперациям, сроки выполнения которых совпадают с выбранной датой будет характеризоваться неравенствами: рn <> р, mn <> m, cn <> с и т. д., где рn, mn и cn обозначают потребное количество рабочих по профессиям для выполнения всех деталеопераций в сроки, совпадающие с выбранной календарной датой.
Если потребные ресурсы превышают ресурсы, установленные планом по труду, то выполнение части деталеопераций должно быть сдвинуто на более ранние сроки. Таким образом, между смежными операциями по этим деталям образуются перерывы tмо аналогично тому, как это изображено на рис. 5.3. Если, наоборот, потребные ресурсы недостаточны, чтобы полностью обеспечить работой в данном календарном периоде (в течении данного рабочего дня или ряда рабочих дней) установленное планом по труду количество рабочих данной профессии, то недостающая загрузка может быть обеспечена только за счет работ, планируемых на более поздние календарные даты.
Установить точную величину этого резерва не представляется возможным — она непостоянна и изменяется в процессе производства. Но приближенную, среднюю величину межоперационных перерывов определить необходимо, чтобы по возможности обоснованно рассчитать длительность производственного цикла и регламентировать календарную очередность производства частей изделия (заготовок, деталей, узлов).
Среднее межоперационное время рекомендуется определять путем статистической обработки практических данных цехов, производственных участков и на этой основе находить средневзвешенную норму tмо. За ряд отчетных периодов следует выбрать максимально возможное количество деталепартий (различных или повторяющихся наименований) из числа тех, которые прошли на участке (в цехе) через все полагающиеся технологические операции, сохранив при этом размер партии (примерно), установленный при запуске в первую операцию.
По рабочим нарядам или по другим учетным документам (например, по маршрутным картам) определяются следующие данные:
1) общее количество дней или часов (если документы учета фиксируют время начала и конца работы в часах) фактического нахождения каждой деталепартий в стадии производства (в данном цехе, участке), а затем в сумме по всем деталепартиям, включенным в статистику  ;
;
2) Общее (суммарное) количество дней или часов нахождения тех же деталей непосредственно в обороте  .
.
С достаточной точностью расчет может быть выполнен по существующим нормам калькуляционного времени и средним коэффициентам их выполнения kо.
Соответственно по партии i -х деталей длительность процесса непосредственной обработки











