Практическая работа №1
Виды движения предметов труда в производственном процессе
Существует три вида движения предметов труда в производстве: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения характеризуется тем, что на каждой операции изделия обрабатываются по одному, но передаются от операции к операции целой партией.
Передача партии на последующую операцию начинается не раньше, чем будет закончена обработка всех изделий в партии на предыдущей операции. Длительность процесса обработки предметов труда при этом виде движения есть произведение времени одного изделия на всех операциях на число изделий в партии:
Tпосл. = n 
где n- число изделий в партии; m- число операций; t шт. - время обработки одного изделия на операциях, или штучное время; e- число рабочих мест на операции.
При параллельно-последовательном виде движения изделия передаются на последующие операции не после окончания обработки всей партии, а передаточными партиями при условии соблюдения непрерывности обработки изделия на каждой операции. Длительность технологической части производственного цикла при параллельно-последовательном виде движения определяется по следующей формуле:
Tп. п.= n 
где p- размер передаточной партии; (n-p)*  - сумма перекрываемого времени, исчисляемая для каждого случая по операции, у которой соотношение
- сумма перекрываемого времени, исчисляемая для каждого случая по операции, у которой соотношение  является наименьшим.
является наименьшим.
Сущность параллельного вида движения заключается в том, что изделие с одной операции на другую передается поштучно или транспортными партиями незамедлительно после завершения обработки. При этом обработка изделия по всем операциям осуществляется непрерывно и пролеживание исключено.
Tпар. =(n-p)* 
где  - максимальное соотношение
- максимальное соотношение  для всего комплекса операций.
для всего комплекса операций.
Контрольные задания для самостоятельного выполнения
Определить длительность технологической части производственного цикла и построить график движения предметов труда для различных его видов.
Задание № 1
Общий размер партии – 100 шт.
Размер передаточной партии – 20 шт.
| Номер операции
| Трудоемкость операции, мин.
| Количество рабочих мест, шт.
|
| Варианты
| Варианты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Задание № 2
Общий размер партии – 200 шт.
Размер передаточной партии – 50 шт.
| Номер операции
| Трудоемкость операции, мин.
| Количество рабочих мест, шт.
|
| Варианты
| Варианты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Практическая работа №2
Расчёт параметров однопредметной прерывной поточной линии осуществляют в следующей последовательности:
1. Рассчитывается такт поточной линии; Под тактом поточной линии понимают период времени между запуском на неё (или выпуском) двух смежных изделий.
2. Проводят технологическую синхронизацию;
3. Определяют расчётное и принятое количество рабочих мест, коэффициент загрузки каждого рабочего места и линии в целом, строят график загрузки линии;
4. Определяют расчётную численность рабочих мест, проводят организационную синхронизацию и рассчитывают принятое количество рабочих;
5. Составляют стандарт- план рабочих поточной линии;
6. Определяют величину внутрилинейных заделов.
Исходные данные:
Практическая работа №3
Сетевое планирование
В основу системы сетевого планирования и управления (СПУ) положена модель, описывающая объект управления в виде сетевого графика.
Сетевой график (сеть) представляет собой план работ по созданию сначала промежуточной продукции с определенной степенью готовности, а в конце - полному его завершению, т.е. достижению конечной цели. Наиболее распространенный способ изображения плана работ - это сетевой график в терминах работ и событий.
Термин «работа» используется в сетевом графике в широком смысле слова и имеет следующие значения:
1) действительная работа - производственный процесс, требующий затрат времени и ресурсов (например, проектирование рабочих чертежей, изготовление деталей и т.д.);
2) ожидание - процесс, требующий затрат времени, но не затрат ресурсов (процессы старения металла, охлаждения деталей после термообработки и т.д.);
3) зависимость (фиктивная работа) - условный элемент, который вводится для отражения взаимосвязи между работами. Зависимость не требует ни затрат времени, ни ресурсов.
Действительная работа и ожидание изображаются в сети сплошными стрелками, а зависимость - пунктирными.
Термин «событие» обозначает факт свершения одной или нескольких работ, без чего невозможно начало последующих. События изображаются на графике кружками или другими геометрическими фигурами. Событие в отличие от работы не является процессом, оно не имеет длительности, так как совершается мгновенно и не сопровождается затратами времени и ресурсов.
При построении сетевых графиков необходимо соблюдать несколько весьма несложных логических правил:
1) график должен быть простым, без лишних пересечений;
2) стрелки (работы) должны быть направлены слева направо;
3) между двумя событиями может быть изображена только одна работа (рис.1)

4) для параллельно выполняемых работ вводятся дополнительное событие и зависимость (рис. 2)

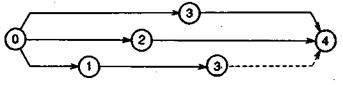
5) в сетевом графике не должно быть тупиков, т.е. событий, из которых не выходит ни одной работы (за исключением завершающих событий) или в которые не входит ни одна работа (за исключением исходный событий), например на рис. 3 событие 4 является тупиковым, а в событие 2 не входит ни одна работа

6) в сетевом графике не должно быть замкнутых контуров (на рис. 4 работы 1-2, 2-3, 3-1 образуют замкнутый контур)

7) в сетевом графике не должно быть событий, обозначенных одинаковыми кодами (на рис. 5 одинаково закодированы два события).
8) сетевой график должен кодироваться так, чтобы стрелка (работа) выходила из события, закодированного меньшим числовым значением, и входила в событие с большим числовым значением.
Параметры сетевого графика рассчитываются одним из способов: аналитическим, табличным, методом расчета на самом графике с применением ЭВМ и др.
Наиболее широко применяют метод расчета сетевого графика на самом графике и табличный метод. В них полностью используются формулы аналитического метода.
Продолжительность выполнения каждой работы (i – j) определяется по формуле:
 ,
,
где Т(i-j) – трудоемкость работы (i-j), чел.-недель;
Ч(i-j) – численность исполнителей работы (i-j), чел.
kв – коэффициент выполнения норм времени.
Практическая работа №1
Виды движения предметов труда в производственном процессе
Существует три вида движения предметов труда в производстве: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения характеризуется тем, что на каждой операции изделия обрабатываются по одному, но передаются от операции к операции целой партией.
Передача партии на последующую операцию начинается не раньше, чем будет закончена обработка всех изделий в партии на предыдущей операции. Длительность процесса обработки предметов труда при этом виде движения есть произведение времени одного изделия на всех операциях на число изделий в партии:
Tпосл. = n
где n- число изделий в партии; m- число операций; t шт. - время обработки одного изделия на операциях, или штучное время; e- число рабочих мест на операции.
При параллельно-последовательном виде движения изделия передаются на последующие операции не после окончания обработки всей партии, а передаточными партиями при условии соблюдения непрерывности обработки изделия на каждой операции. Длительность технологической части производственного цикла при параллельно-последовательном виде движения определяется по следующей формуле:
Tп. п.= n
где p- размер передаточной партии; (n-p)* - сумма перекрываемого времени, исчисляемая для каждого случая по операции, у которой соотношение является наименьшим.
Сущность параллельного вида движения заключается в том, что изделие с одной операции на другую передается поштучно или транспортными партиями незамедлительно после завершения обработки. При этом обработка изделия по всем операциям осуществляется непрерывно и пролеживание исключено.
Tпар. =(n-p)*
где - максимальное соотношение для всего комплекса операций.
Контрольные задания для самостоятельного выполнения
Определить длительность технологической части производственного цикла и построить график движения предметов труда для различных его видов.
Задание № 1
Общий размер партии – 100 шт.
Размер передаточной партии – 20 шт.
| Номер операции
| Трудоемкость операции, мин.
| Количество рабочих мест, шт.
|
| Варианты
| Варианты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Задание № 2
Общий размер партии – 200 шт.
Размер передаточной партии – 50 шт.
| Номер операции
| Трудоемкость операции, мин.
| Количество рабочих мест, шт.
|
| Варианты
| Варианты
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|








