Под производственной мощностью цеха понимается максимально возможный годовой выпуск продукции, определяемый по передовым техническим нормативам с учетом интенсивного использования наличного оборудования прогрессивных норм расхода сырья, материалов, топлива и электроэнергии. [15]
Производственная мощность по ведущему оборудованию, агрегатом на которых осуществляется в основном техническом и экономическом отношениях процесс.
При расчетах экономической эффективности проектных решений в настоящее время за основу принимаются зафиксированные на постоянном уровне проектные показатели (объем производства, себестоимость продукции, капитальные вложения). Поэтому в проекте годовой объем производства продукции на новых объектах принимается равным производственной мощности цеха.
В производстве ферросплавов согласно сложившейся в отечественной металлургии технологии суточная производительность электропечи определяется по формуле:
G = (S·24·cosz·K1·K2·K3)/W
где, S - мощность электропечи, МВА;
cosz - электрический КПД печи (0,85-0,90);
24 - количество часов в сутки;
K1 - коэффициент использования установленной мощности (0,96-0,98);
К2 - коэффициент учитывающий время на ППР (0,90-0,92);
К3 - коэффициент учитывающий время на капитальный ремонт (0,96-0,98);
W – удельный расход энергии на тонну сплава.
G = (10,500·24·0,9·0,85)/3,515 = 54,84т
Для расчета выплавки ферросплавов по цеху определяют время работы электропечи, считается время, течений которого печь находится в эксплуатации в планируемом периоде. Поэтому считаем время работы электропечи.
Действующим «Положением о планово-предупредительных ремонтах» (ППР) механического оборудования предприятий черной металлургии предусматривается проведения профилактических и различного вида плановых ремонтов, периодичность и продолжительность которых зависит от конструктивных и ремонтных особенностей оборудования и условий его эксплуатации.
Система ППР предусматривает проведение двух видов ремонта оборудования: текущего и капитального. Основным видом ремонта, направленного на восстановление работоспособности оборудования, является текущий ремонт. Систематически проводимые плановые текущие ремонты оборудования при своевременном и качественном их выполнении обеспечивают безотказную высокопроизводительную работу оборудования на протяжении всего межремонтного периода и позволяют длительное время не прибегать к дорого стоящему и длительному капитальному ремонту.
Капитальный ремонт оборудования является восстановительным ремонтом, при котором должны быть восстановлены первоначальные качественные характеристики оборудования: производительность, мощность и др.
Периодичность остановок оборудования на текущие и капитальные ремонты определяется сроком службы изнашиваемых узлов и деталей, а продолжительность остановок - временем, необходимым для выполнения наиболее трудоемкую (запланированных на данный ремонт) работу.
Нормативы периодичности и продолжительности текущих и капитальных ремонтов оборудования ферросплавного производства приведены в табл. 7.1. Нормативы продолжительности остановок оборудования на ремонт установлены исходя из трехсменного производства ремонтных работ. В нормативное время для печных агрегатов включено та время, необходимое для предварительного их охлаждения и последующего разогрева. Нормативы продолжительности ремонтов также представлены двумя значениями.
Таблица 7.1 – Нормативы продолжительности ремонтов оборудования
| Оборудование
| Тип, краткая характеристика
| Текущий ремонт
| Капитальный ремонт
|
| периодичность, сут.
| Т1
| Т2
| периодичность,
год*
| продолжительность,
сут
|
| Рафинировочная электро-печь для выплавки н/у феррохрома
| Трехфазная, стационарная мощностью 10,5 МВА
| 30-45
|
|
| 1,5-3
| 5-10
|
* минимально допустимый период, достигнутый передовыми предприятиями подотрасли, - второе число.
Определим структуру ремонтного цикла (количество и порядок выполнения ремонтов).
Ремонтный цикл печи составляет 3 лет. За этот период выполняется, один капитальный ремонт К. Продолжительность ремонта составляет, 5 суток.
5×24 = 120 ч
120/3 = 40 ч
В год планируется 40 часов на капитальный ремонт.
Периодичность первого текущего ремонта – 30 сут. Продолжительность –10 часов.
365/30 = 12,167 ч
12,167×10 = 121,67 ч
Периодичность второго текущего ремонта – 45 сут. Продолжительность - 14 часов.
365/45 = 8,111
8,111×14 = 113,554 ч
Итого, продолжительность ремонтов печи за год составит:
(40 + 121,67 + 113,554)/24 = 11,46  17 сут.
17 сут.
Для расчета выплавки ферросплавов по цеху определяют время работы печей и их суточную производительность. Время работы ферросплавных печей рассчитывают по схеме (рисунок 7.1).
Календарным временем работы действующих печей считается время, в течение которого печь находится в эксплуатации в планируемом периоде, а для вновь вводимых о строй печей - с момента их ввода до конца планируемого периода. К простоям печи относятся остановки по причине ремонта кожуха, футеровки, электрического оборудования высокого и низкого напряжения, механического оборудования, из-за недостатка шихты, электроэнергии, воды, электродов и т.д.
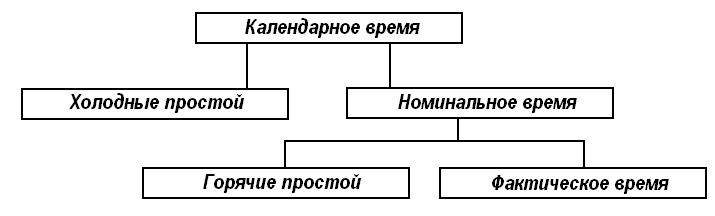
Рисунок 7.1 - Время работы ферросплавных печей
Разогрев печей после текущих и капитальных ремонтов не планируется. Время на разогрев печей входит в номинальное время работы печей. С учетом необходимости разогрева печей после плановых холодных ремонтов при планировании на данный месяц среднесуточная производительность печей снижается. Производительность печей после капитального ремонта определяется и утверждается на период разогрева отдельно. Фактические данные о времени на разогрев после ремонта ферросплав печей одного завода приведены.
К горячим простоям относятся остановка, связанные:
– с неисправностью электрического оборудования;
– с неисправностью механического оборудования;
– с обламыванием электродов, разрушением электродов, авариями у горна, выбросами из печи, интенсивным ошлакованием ванны и т.д.;
– с отсутствием шихты;
– с отсутствием электроэнергии;
– с отсутствием разливочной посуды и т.д.
Первые три вида горячих простоев относятся к числу простоев по техническим причинам, остальные - простой по организационным причинам.
Технологическими простоями считается время, необходимое для проведения таких технологических операций, при которых не подается электроэнергии. Эти простои входят номинальное время работы печей. К технологическим простоям рафинировочных печей относятся:
– время, необходимое для выпуска металла и шлака;
– время, необходимое для наращивания я перепуска электродов или для их смены;
– время на заправку ванны.
Первичным документом для учета простоев является плавильная карточка, в которой фиксируют причины простоев, начало, конец и общую их продолжительность. В цехе ведется журнал учета простоев, о который экономист цеха записывает данные о простоях печей.
Продолжительность горячих простоев колеблется для различных ферросплавных печей и цехов в пределах 05-1,5 % к календарному времени. Чтобы получить номинальное время необходимо от календарного времени отнимаем холодной простой тогда, 365 – 11 = 354 сут., а чтобы получить фактическое время работы печи, от номинального времени работы печи отнимаем горячие простои. Для печи выплавляющий феррохром горячие простои планируются в размере 1 % к номинальному времени:
354 - 3,54 = 350,46 сут.
Таблица 7.2 - Баланс времени работы печи в планируемым году
| Показатели
| Печь
| Итого по цеху
|
| Количество печей
|
|
|
| Мощность трансформатора, МВ×А
| 10,5
|
|
| Баланс времени
|
| - календарное время, сут.
|
|
|
| - холодное простой, сут.
|
|
|
| - номинальное время, сут.
|
|
|
| - горячие простои, сут.
| 3,54
| 21,24
|
| - фактическое время, сут.
| 350,46
| 2102,76
|
| Количество плавок, шт.
|
|
|
| Среднесуточная выплавка феррохрома в фактическое время, т.
| 54,84
| 329,04
|
| Годовое производство феррохрома, т.
|
|
|
Производственная мощность определяется как произведение фактического времени работы одной печи за год и суточной производительности.
Пгод = 350,46×54,84= 19194 т/год.
Цеховая производственная мощность за год определяется так:
Пгод = 6×19194 = 115164 т.







