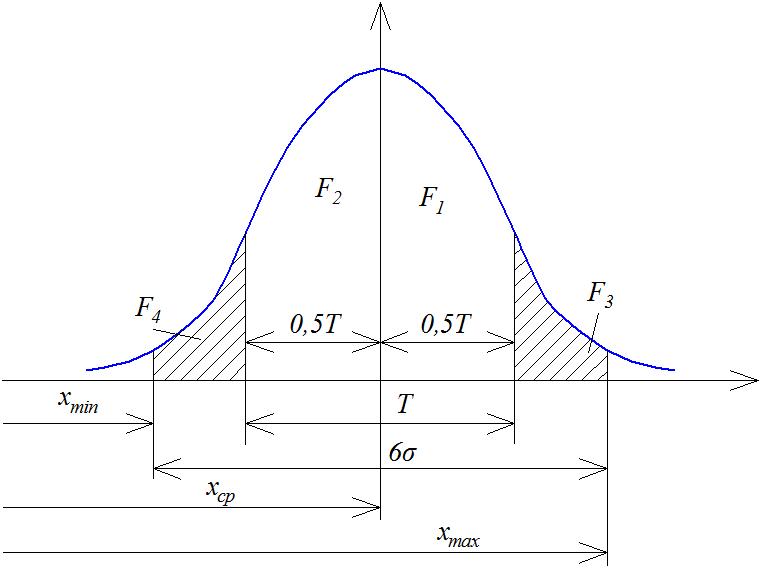
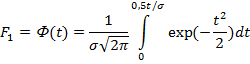
Рис. 3 Симметричное расположение поля допуска.
При распределении показателей качества по закону Гаусса принимается, что с погрешностью 0,27% все показатели качества изделия в партии имеют значения в пределах поля рассеивания, в пределах равных 6σ.
Т – допуск на показатели качества (симметричен относительно середины допуска). Когда ω > T возможен брак по показателям качества изготовленных изделий.
Площадь, соответствующая величине 2F2, будет определять долю деталей по показателям качества, которые будут выходить за пределы показателей качества (брак). Тогда как площадь 2F1 – годные детали.
Если найти площадь (S) ограниченную кривой нормального распределения и осью Х, получится:
При симметричном расположении поля рассеивания относительно середины поля допуска, число годных деталей будет определяться удвоенной площадью F1.
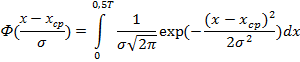
Произведём замену: 
Нижний предел равен 0, верхний предел равен 0,5t/σ
Выражение справа представляет собой функцию Лапласа, значение которой табулировано в справочной литературе.
t = 0,5T/σ. Число годных деталей будет равно 2F1, число бракованных деталей будет равно 1-2F1.
В практических расчётах чаще встречаются случаи ассиметричного расположения поля рассеивания показателей качества относительно середины поля допуска.
Положительное смещение показано на рис. 4.
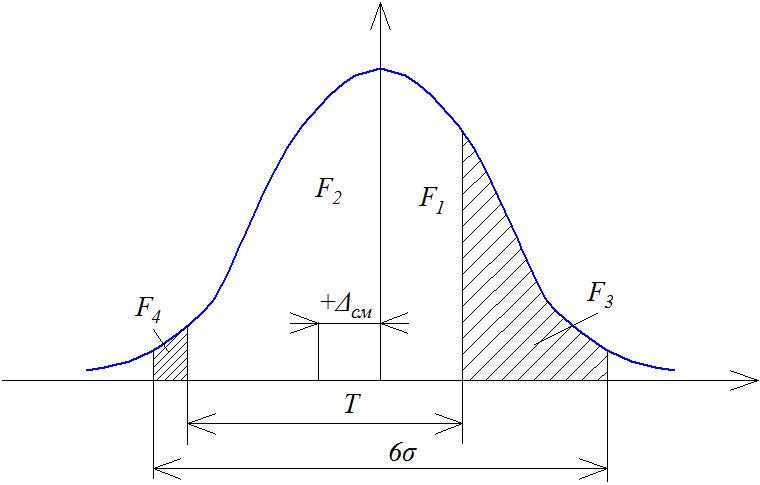
Рис. 4. Положительное смещение поля допуска
Годные детали:

Бракованные детали:
F3 + F4 = 1 – (F1 + F2)
Отрицательное смещение на рис. 5.
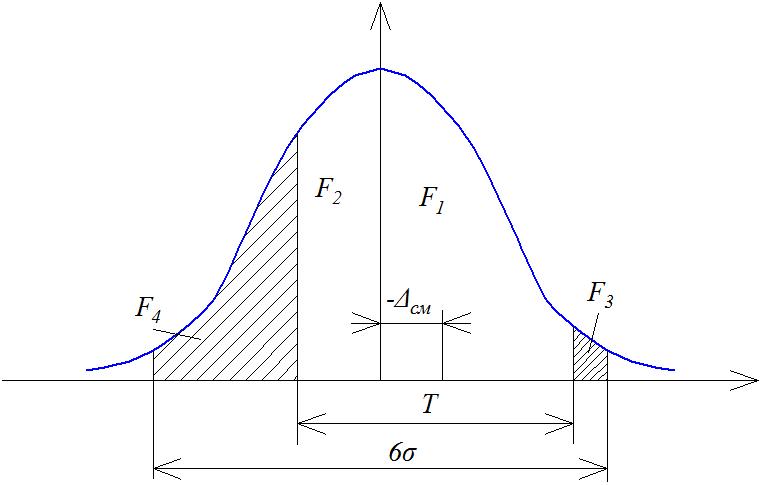
Рис. 5. Отрицательное смещение поля допуска
Годные детали:

Бракованные детали:
F3 + F4 = 1 – (F1 + F2)
В двух рассматриваемых вариантах возможны ещё два случая, которые будут определять возможность возникновения одностороннего брака (рис.6 и рис. 7).
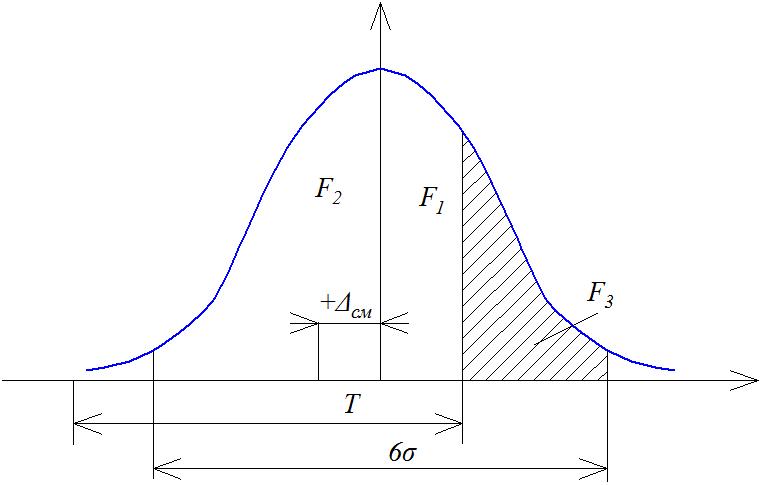
Рис. 6. Пример одностороннего брака (при положительном смещении)
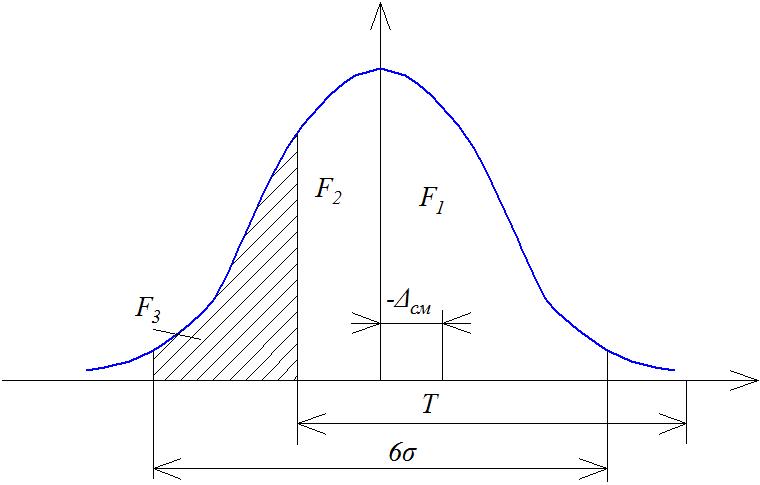
Рис. 7. Пример одностороннего брака (при отрицательном смещении)
Задача 11
Определить, возможна ли на токарном полуавтомате обработки валов диаметром ø40-0,25 мм с заданным отклонением, если выборочные среднее и среднее квадратическое отклонения, вычисленные по результатам измерений n=20 деталей, составили  =39,88 мм и σ =0,025 мм.
=39,88 мм и σ =0,025 мм.
Решение
Для того, чтобы была возможна обработка валов на токарном полуавтомате ø40-0,25 мм с заданным отклонением необходимо выполнение следующего условия: поле рассеивания входит в поле допуска.
 ;
; 
Определим поле рассеивания
Первоначально найдем действительное значение среднего квадратического отклонения по формуле
p = 1,41




В результате получаем следующие неравенства
1. Для поля рассеивания
39,77425 ≤ 39,88 ≤ 39,98575
2. Для поля допуска
39,75 ≤ 39,875 ≤ 40
Вывод: Обработка возможна, т.к. поле рассеивания не превышает допуск на размер.
Задача 12
На револьверном станке обрабатывают партию валов 300 шт. диаметром 30-0,1мм. По результатам измерения пробных валов величины среднего и среднего квадратического отклонений составляют =29,97 мм и σ =0,019 мм. Определить число годных и бракованных деталей.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,12 (n=300)


Найдем числовые значения всех параметров, необходимых для графика распределения размеров детали




Построим график нормального распределения с учетом поля рассеивания и поля допуска.
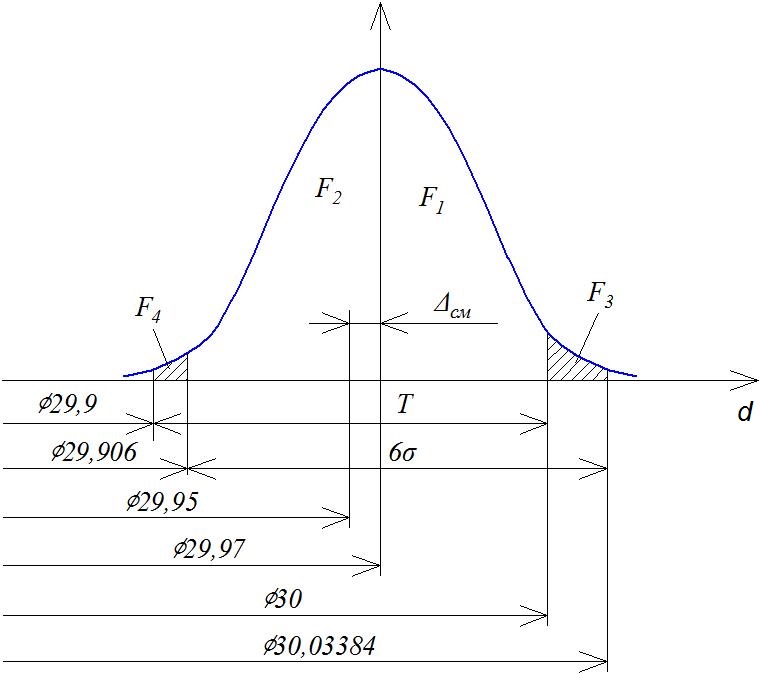
Рис 8. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.



Количество годных деталей 0,92022*300 = 276
Количество негодных деталей 300-276 = 24
Среди негодных деталей все имеют исправимый брак.
Вывод: количество годных деталей в партии равно 276 шт.; количество негодных деталей в партии равно 24 шт. (брак исправимый).
Задача 13.3
Определить количество годных деталей исправимого и неисправимого брака при обработке на токарном полуавтомате партии валов 450 шт. диаметром ø40-0,16 мм, если среднее квадратическое отклонение σ и величина смещения ∆см =  -dср, вычисленные по результатам измерений пробных валов, имеют значения:
-dср, вычисленные по результатам измерений пробных валов, имеют значения: 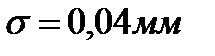 ; ∆см= - 0,02 мм.
; ∆см= - 0,02 мм.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,105 (n=450)


Найдем числовые значения всех параметров, необходимых для графика распределения размеров детали




Построим график нормального распределения с учетом поля рассеивания и поля допуска.
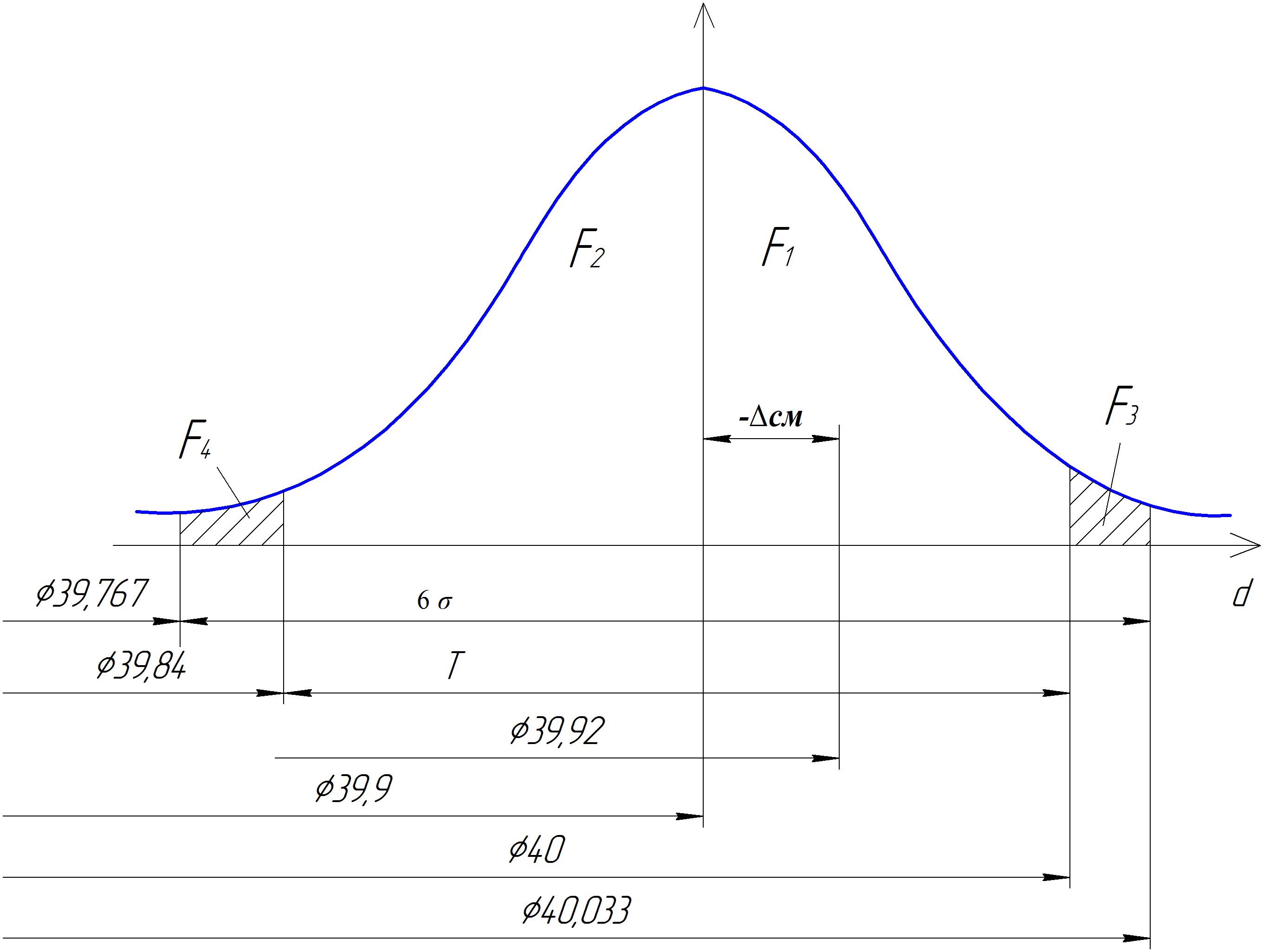
Рис 9. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.


Количество годных деталей: 0,9012*450 = 405
Исправимый брак: (0,5-0,4131)*450 = 40
Неисправимый брак: (0,5-0,4881)*450 = 5
Вывод: количество годных деталей в партии равно 405 штук; количество негодных деталей в партии равно 45 штук (из них 40 штук – исправимый брак, 5 штук – неисправимый брак).
Задача 14
Определить количество годных деталей исправимого и неисправимого брака при растачивании отверстий диаметром  мм в партии корпусных деталей 200 шт., если среднее квадратическое отклонение по результатам измерении пробных деталей составило σ = 0,026 мм и смещения кривой распределения размеров относительно середины поля допуска не происходит.
мм в партии корпусных деталей 200 шт., если среднее квадратическое отклонение по результатам измерении пробных деталей составило σ = 0,026 мм и смещения кривой распределения размеров относительно середины поля допуска не происходит.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,15 (n=200)



 , т.к. смещения нет
, т.к. смещения нет


Построим график нормального распределения с учетом поля рассеивания и поля допуска.
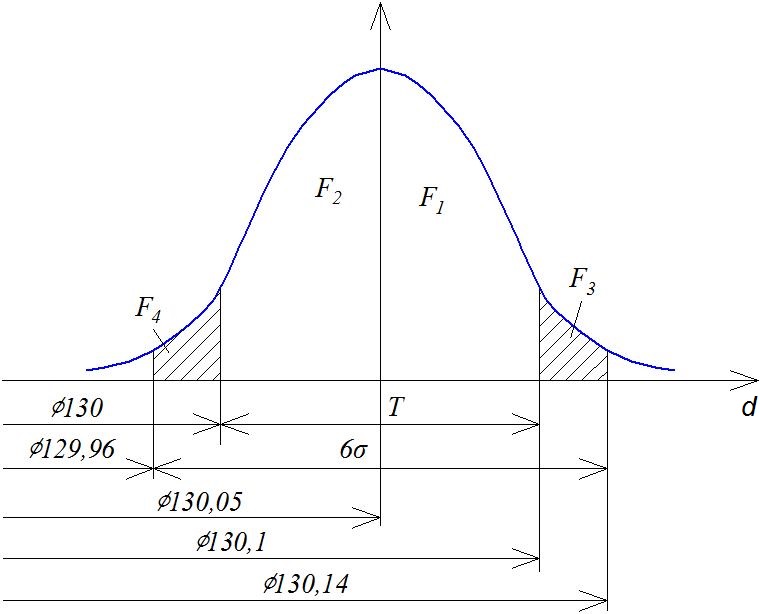
Рис. 10. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.


Количество годных деталей 0,905*200 = 181
Количество негодных деталей 200-181 = 19
Определим, какая часть из негодных деталей имеет исправимый брак, а какая – неисправимый.
Неисправимый брак

200*0,0475 ≈ 10
Исправимый брак

200*0,0475 ≈ 9
Вывод: количество годных деталей в партии равно 181 шт.; количество негодных деталей в партии равно 19 шт.; из них 10 шт. имеет неисправимый брак, 9 шт. – исправимый брак.
Корректировка технологических процессов в ходе производства с помощью выборочных показателей качества, выполнение анализа точности обработки с использованием контрольных карт средних арифметических значений, размахов и средних квадратических отклонений.
Задача 15
В процессе шлифования плоских деталей извлечено 24 выборки объемом  c интервалом в 20 мин. По результатам измерения параметра шероховатости
c интервалом в 20 мин. По результатам измерения параметра шероховатости  найдены его средние значения
найдены его средние значения  и фактические поля рассеяния ω (табл. 4). Построить контрольные карты средних арифметических значений и размаха. Рассчитать границы регулирования, если рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением
и фактические поля рассеяния ω (табл. 4). Построить контрольные карты средних арифметических значений и размаха. Рассчитать границы регулирования, если рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением  .
.
Решение
Построим контрольную карту средних арифметических значений (рис.11).
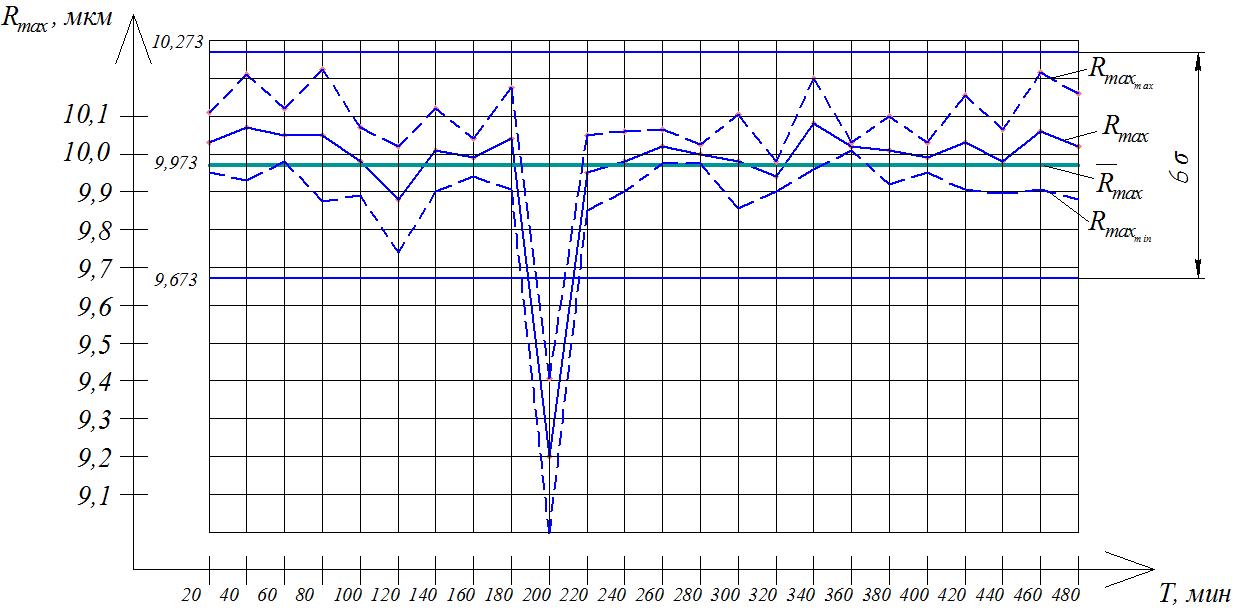
Рис. 11. Контрольная карта средних арифметических значений и размаха
Среднее арифметическое значение параметра шероховатости  рассчитывалось по формуле:
рассчитывалось по формуле:



Найдем действительное значение среднего квадратического отклонения по формуле
 ;
; 


Вывод: по результатам, приведенным в таблице была построена контрольная карта средних арифметических значений и размаха, по которой были рассчитаны границы регулирования (рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением σ=0,1 мкм).
Задача №16
По данным задачи 15 определить моменты правки шлифовального круга, предполагая, что изменение высотного параметра шероховатости связано с износом рабочей поверхности шлифовального круга.
Решение
Исходя из контрольной карты, приведенной в задаче №15, правку шлифовального круга следует выполнить спустя 180 мин после начала обработки, поскольку в этот момент значение Rmaxвыходит за границы Rmaxmin(границы регулирования).








