

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Топ:
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Разработана технология устранения дефектов в виде горячих и холодных несквозных трещин, образующихся при электродуговой сварке штучными электродами, с использованием импульсного лазерного излучения твердотельных лазеров на YAG модели HTF.
Схема расположения трещины в околошовной зоне схематично показана на рис. 1. Внешний вид трещины заваренной с использованием технологии импульсной лазерной наплавки показана на рис. 2.

Заварка несквозных трещин с использованием импульсного лазерного излучения позволяет реализовать, так называемый, «холодный» режим сварки, при котором не происходит разогрев сварного шва и ремонтируемой зоны, что позволяет сохранить механическую прочность сварного соединения и избежать отпуска шва.
Использование световолоконной системы длиной несколько метров позволяет производить ремонт в самых труднодоступных по геометрии местах.
Данную технологию можно использовать для устранения различных дефектов образующихся при электродуговой сварке – трещин, как холодных так и горячих, раковин, кратеров, свищей, подрезов. Ремонт трещин производился на твердотельном технологическом лазере модели HTF -100.
Восстановление протяжек.
В инструментальном производстве протяжки являются одним из самых дорогих видов инструмента, поэтому задача восстановления протяжек подвергшихся износу в процессе эксплуатации является экономически очень эффективной.
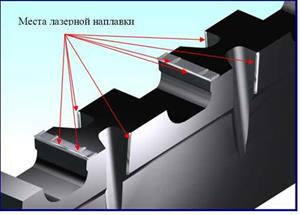
Разработана и внедрена в производство технология восстановления изношенных протяжек с использованием метода импульсной лазерной наплавки. Точная дозировка энергии импульсного лазерного излучения обеспечивает минимальное тепловложение, что обеспечивает сохранение геометрических размеров калибрующих зубьев в поле допуска, составляющего несколько микрон.
Ресурс работы наплавленного слоя металла находится на уровне новой протяжки.
Лазерная импульсная наплавка производилась на твердотельном технологическом лазере модели HTF -200.
|
|
|

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

