 Расчеты показали, что для многих видов соединений и материалов механические и термомеханические процессы требуют значительно меньше энергии, чем термические процессы при сварке плавлением. Например, при сварке встык стальных стержней диаметром 20 мм дуговым ванным способом необходимая удельная энергия εсв ≈ 1800 Дж/мм2; при контактной стыковой сварке оплавлением εсв ≈ 400 Дж/мм2; при сварке трением εсв ≈ 130 Дж/мм2. Для сварки встык пластин из алюминиевого сплава толщиной 5 мм требуются следующие значения удельной энергии εсв: при аргонодуговой сварке ≈ 300 Дж/ мм2; при контактной сварке ≈ 200 Дж/мм2; при холодной сварке ≈ 30 Дж/мм2.
Расчеты показали, что для многих видов соединений и материалов механические и термомеханические процессы требуют значительно меньше энергии, чем термические процессы при сварке плавлением. Например, при сварке встык стальных стержней диаметром 20 мм дуговым ванным способом необходимая удельная энергия εсв ≈ 1800 Дж/мм2; при контактной стыковой сварке оплавлением εсв ≈ 400 Дж/мм2; при сварке трением εсв ≈ 130 Дж/мм2. Для сварки встык пластин из алюминиевого сплава толщиной 5 мм требуются следующие значения удельной энергии εсв: при аргонодуговой сварке ≈ 300 Дж/ мм2; при контактной сварке ≈ 200 Дж/мм2; при холодной сварке ≈ 30 Дж/мм2.
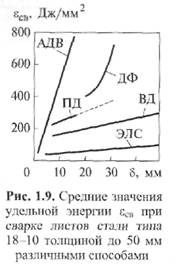
Расчет удельной энергии εсв для разных методов сварки плавлением коррозионно-стойкой стали типа 18-10 (рис. 1.9) показал, что с увеличением толщины изделия удельная сварочная энергия резко растет при использовании многослойной сварки. Например, аргонодуговая сварка вольфрамовым (АДВ) электродом обеспечивает получение стыкового сварного соединения для листов толщиной 15 мм при общих затратах энергии на все проходы до 1000 Дж/мм2. Электронно-лучевая сварка (ЭЛС) благодаря кинжальному проплавлению за один проход позволяет соединить встык листы толщиной от 10 до 50 мм практически при одной и той же удельной энергии 30...60 Дж/мм2. Использование плазменной дуги (ПД) и дугового разряда в вакууме (ВД) при узкой разделке позволяет потреблять при сварке меньше удельной энергии (εсв = 150...300 Дж/мм2), чем для дуги под флюсом (ДФ), для которой в зависимости от разделки кромок требуется εсв = 400...600 Дж/мм2.
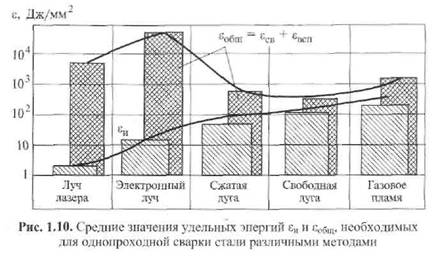
Сравнение значений εи и εобщ для однопроходной сварки стали показывает, что εи с уменьшением интенсивности источника возрастает примерно от 3...5 Дж/мм2 для лазерной сварки до 200...400 Дж/мм2 для газового пламени. В то же время общие затраты энергии εобщ, в которых учитываются, например, энергозатраты на вакуумирование для электронного луча (площадь сечения соединения ≈ 500 мм2) и при КПД лазера (≈ 1... 15 %), в десятки раз выше для этих источников, чем для дуги в аргоне или для газового пламени (рис. 1.10).
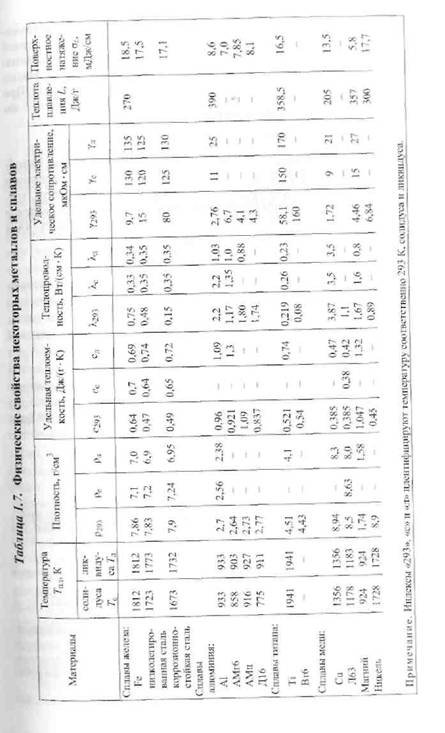
Пример 1.1. Определить удельную энергию εст для различных способов сварки. Основные физические свойства металлов и сплавов приведены в табл. 1.7.
Решение. 1. Сварка плавлением. Рассмотрим сварку плавлением встык ванным способом двух алюминиевых стержней диаметром 20 мм. Согласно обобщенной схеме баланса энергии (см. рис. 1.6), существует внешниεй источник энергии, которая вносится в зону сварки с расплавляемым электродным металлом. Удельное объемное теплосодержание расплавленного металла при температуре его плавления составляет ∆ Н = ρ ( спл Тпл + q пл ), где ρ - плотность; с пл - удельная теплоемкость; Т пл -температура плавления, °С; q пл - скрытая теплота плавления металла. Минимальная удельная энергия, требуемая для сварки ванным способом, определяется как произведение ∆ Н и объема зоны (сварочной ванны) расплавленного металла, деленное на площадь сечения шва, т. е. как произведение ∆ Н и ширины В расплавленной зоны: εсв= ∆ НВ. Принимая ширину такого шва равной диаметру прутка, получаем
εст ≈ 2,7 • (1 • 660 + 390) • 2 = 5670 Дж/см2 = 56,7 Дж/мм2.
2. Контактная стыковая сварка оплавлением. В данном случае существует внутренний источник энергии - тепловыделение на контактном сопротивлении. Различие в минимальной требуемой энергии определяется (по сравнению со сваркой плавлением) лишь размерами расплавляемой зоны. Используя исходные данные примера сварки плавлением, находим, что при глубине осадки по 5 мм минимальная удельная энергия составит:
εст = 28,35 Дж/мм.
3. Сварка трением. Ширина зоны нагрева от «внутреннего» источника энергии при сварке трением значительно ниже, чем при контактной сварке оплавлением. Кроме того, процесс формирования шва обычно протекает при температурах, близких к температуре плавления сплава, но не превышающих ее, т. е. без затрат на скрытую теплоту плавления. При общей ширине пластической зоны формирования соединения около 5 мм минимальная удельная энергия составит
εст= 2,7 • 660 • 0,5 = 891 Дж/см2 ≈ 9 Дж/мм2.
4. Холодная сварка. Имеем «внутренний» источник энергии. Преоб-
разование энергии сжатия деталей происходит в некотором активном
объеме с одинаковой глубиной по обеим сторонам от шва. Энергия, тре-
буемая для сварки, в данном случае также определяется как произведение
среднего теплосодержания при температуре стыка около 600 °С (для
алюминия) и глубины активной зоны, равной ≈ 1 мм:
εст = 2,7•600•0,1 •2 = 324 Дж/см2 = 3,24 Дж/мм2.
5. Сварка взрывом. Экспериментально установлено, что для сварки
алюминиевых пластин толщиной 1 мм требуется около 1 г взрывчатого
вещества на 1 см2 площади соединяемых деталей. Учитывая, что удель-
ная энергия для взрывчатого вещества составляет ≈ 6000 Дж/г, получаем
ориентировочную оценку:
εст = 1 • 6000 Дж/см2 = 60 Дж/мм2.
Сопоставление энергозатрат при рассмотренных способах сварки показывает, что способы сварки давлением менее энергоемки по сравнению со сваркой плавлением. Немаловажно и то, что при сварке в твердой фазе не требуется расходовать энергию на расплавление металла, что экономит около 15...30 % энергии.
Контрольные вопросы
1.Какие существуют межатомные связи, какова их природа?
2.Каковы особенности ковалентной, ионной, металлической и молекулярной связей? Как эти особенности влияют на физические свойства кристаллов?
3.Какова сущность стадийности сварки?
4.В чем заключается основное отличие сварки плавлением от сварки давлением?
5.В чем состоит основное отличие сварки плавлением от пайки?
6.В чем заключается основное отличие пайки от склеивания?
7.Чем отличается физическое определение сварки от термодинамического?
8.Назовите основные признаки классификации сварочных процессов.
9.В каких случаях целесообразно использовать удельную энергию при оценке энергетической эффективности сварки?








