1. Коэффициент точности ( ) технологической операции (рис. 47.1):
) технологической операции (рис. 47.1):

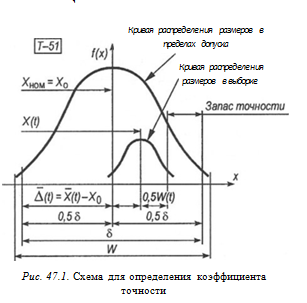
2. Коэффициент запаса точности (КЗ.Т) определяет возможность технологической операции обеспечить выпуск годных деталей в пределах допуска. Если X(t) — среднее значение размера в выборке, W(t) – мгновенное рассеяние размеров в выборке, то 
характеризует среднее значение отклонения размера относ
тельного середины поля допуска в момент времени t. Отношение запаса точности к величине допуска называют коэффициентом запаса точности:
 .
.
Так как  - коэффициент смещения;
- коэффициент смещения;  - коэффициент мгновенного рассеяния, то коэффициент запаса точности имеет следующий вид:
- коэффициент мгновенного рассеяния, то коэффициент запаса точности имеет следующий вид:

3. Коэффициент стабильности (Кс) технологической операции характеризует ее способность сохранять без дополнительных регулировок заданную точность за время обработки партии деталей с одной настройки оборудования и постоянство значений статистических параметров (среднего значения X и дисперсии D).
4. Коэффициент точности настройки (Ктн) определяется разностью Ан и фактического среднего Ах уровней настройки по отношению к полю Wн рассеяния погрешностей.
5. Коэффициент надежности (Кн) технологической операции означает вероятность сохранения в заданных пределах в течение определенного времени значений основных параметров процесса.
Показатели качества технологического процесса:
• коэффициент использования материала определяется отношением чистой массы готового изделия (за вычетом покупных изделий и сборочных единиц) к суммарной массе заготовок;
• коэффициент материалоемкости, который определяется расходом материала на изготовление изделия (единицы продукции).
Выбор вариантов технологических процессов осуществляется на основе техникоэкономических расчетов.
Показатели эффективности и целесообразности технологического процесса:
• затраты труда на изготовление машины (детали);
• использование материалов;
• уровень механизации и автоматизации производственных процессов;
• использование оборудования по мощности и времени;
• условия труда, эргономические показатели и безопасность работ;
• проблемы окружающей среды;
• себестоимость машины (детали);
• капиталовложения, необходимые для использования технологического процесса в производстве, срок его окупаемости.
Статистические показатели точности стабильности приведены в ГОСТ 27.202-83. В СТС 9В2835-90 изложены правила статистического регулирования технологических процессов крупносерийного и массового производства штучной и нештучной продукции.
Законы распределения могут использоваться с учетом производства, состояния оборудования и т.д. К таким особенностям относят:
• отсутствие на предприятии станка с требуемой высокой точностью;
• необходимость обработки с большой производительностью, но на менее точном станке;
• ситуацию, когда соотношение поля рассеяния  меньше допуска
меньше допуска  не выполняется, а допустить появление брака нельзя (точные и дефицитные заготовки, дорогой материал и т. д.).
не выполняется, а допустить появление брака нельзя (точные и дефицитные заготовки, дорогой материал и т. д.).
СТРУКТУРА ПОЛЯ РАССЕЯНИЯ
Каждому виду обработки свойственна величина рассеяния, характеризуемая полем рассеяния W (рис. 48.1). Однако внутри данного вида обработки значение W изменяется и зависит от точности и жесткости станка.
 Особое место занимает точность изготовления деталей, которая определяет близость к номинальному значению. Количественной мерой точности служит погрешность. Повышение точности, уменьшение погрешности приводит к увеличению надежности машин, уменьшает размеры припусков на обработку и способствует экономии материала.
Особое место занимает точность изготовления деталей, которая определяет близость к номинальному значению. Количественной мерой точности служит погрешность. Повышение точности, уменьшение погрешности приводит к увеличению надежности машин, уменьшает размеры припусков на обработку и способствует экономии материала.
Погрешности обработки подразделяют на пять видов:
• погрешность размеров;
• отклонение расположения поверхностей;
Рис. 48.1. Схема для определения структуры • отклонение формы;
поля рассеяния • волнистость поверхности;
• шероховатость.
Систематические составляющие (а0) погрешности остаются постоянными или закономерно изменяются. Например, отклонение размера блока концевых мер при измерении, изменение уровня настройки станка при износе инструмента и т.п.
Систематическая составляющая выражается математическим ожиданием М(х) = а0 = const или функцией М(х) = a(t), если изменяется в зависимости от случайного аргумента (например, времени /).
Величина этой составляющей определяется широтой рассеяния, которую принято измерять числом укладывающихся в ней средних квадратических отклонений  ;
;  представляет собой среднее взвешенное по вероятностям значение случайной величины. Следуют напомнить, что «взвешивание» значений случайной величины означает умножение каждого значения на его «вес», т.е. на
представляет собой среднее взвешенное по вероятностям значение случайной величины. Следуют напомнить, что «взвешивание» значений случайной величины означает умножение каждого значения на его «вес», т.е. на  , с последующим делением суммы произведений на сумму «весов»:
, с последующим делением суммы произведений на сумму «весов»:

На рис. 48.1 представлена структура поля рассеяния погрешности обработки валов на токарном станке. К систематическим составляющим поля рассеяния относят:
1) среднее начальное значение систематической погрешности а0;
2) величину изменения систематической составляющей в рассматриваемом интервале
времени tn и tk. Здесь  = 0,56 мкм/мин - скорость изменения мгновенного центра
= 0,56 мкм/мин - скорость изменения мгновенного центра
рассеяния; Т = tk-tn= 42 — 8 = 34 - межналадочный период при изготовлении или диапазон изменения при измерении.
Случайная составляющая определяется средними квадратическими отклонениями:
• начальных погрешностей  от их среднего значения;
от их среднего значения;
• мгновенного рассеяния  , т.е. рассеяния единичных значений параметра относительно изменяющегося по закону
, т.е. рассеяния единичных значений параметра относительно изменяющегося по закону  от их мгновенных центров в пределах Т =
от их мгновенных центров в пределах Т =  .
.







