Устройство, работа и регулировка механизма.
Работа механизма. Привод машины осуществляется от электродвигателя постоянного тока мощностью 6 кВт. Движение от электродвигателя через клиноременную передачу и зубчатую передачу 22,48,30,3 передается на приводной вал листовыводного транспортера, а от него на всю машину.
Регулировка механизма. Регулировка натяжения клинового ремня 48 осуществляется передвижением электродвигателя с приводным валом.
Регулировка подшипников 47 осуществляется закручиванием винта 38.
Регулировка подшипников 46, при закручивании гайки кольцо 17 давит на внутреннее кольцо подшипника 46 и зазор изменяется.
ДЕФЕКТЫ ДЕТАЛЕЙ И СОЕДИНЕНИЙ.
При работе механизма под действием нагрузок трения в механизме привода печатной машины происходит износ детали и возможны деформации отдельных деталей.
Дефекты деталей и соединений механизма приводятся в таблице 2.1.
Таблица 2.1 – дефекты деталей и соединений механизма:
| Наименование детали по сборочному чертежу.
| Дефекты деталей и соединений
|
| Вал 23
| Износ шпоночных пазов
|
| Ось 15
| Срыв резьбы
|
| Подшипник 45,46,47
| Изменение размеров подшипника, разрушение сепараторов, трещины вмятины и углубления.
|
| Манжета 43,44
| Износ по внутреннему контуру и расслаивание
|
| Колесо 30
| Износ зубьев, задиры.
|
| Шпонка 52,53
| Смятие по боковым сторонам.
|
| Ремень 48
| Износ по боковым поверхностям и расслаивание
|
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ РЕМОНТА МЕХАНИЗМА.
При ремонте механизма необходимо придерживаться определенного порядка в интересах наиболее четкой организации и наилучшего проведения ремонтных работ.
Технологический маршрут ремонта – это последовательное выполнение операций при ремонте механизма. На каждой операции необходимо указать оборудование, приспособление, материалы и состав исполнителей.
Технологический маршрут ремонта механизма приведён в таблице 3.1.
Таблица 3.1 технологический маршрут ремонта механизма:
| Содержание операций
| Оборудование
| Приспособления и материал
| Инструменты
| Состав исполнителей
| Примечание
|
| Отключение машины от электросети
| ——
| ——
| Ключи, отвертки
| Электромонтер, слесарь
| ——
|
| Освобождение машины от посторонних материалов (смазки, краски, бумаги)
| ——
| Керосин, ветошь
| Ключи, отвертки
| Слесарь
| ——
|
Продолжение таблицы 3.1
| Содержание операций
| Оборудование
| Приспособления
| Инструмент
| Состав исполнителей
| Примечание
|
| Подготовка подъемного и транспортного оборудования, приспособлений и мест для складывания деталей
| Передвижные верстаки
| Шпалы, доски, тара
| Ключи, отвертки
| Ремонтная бригада
| ——
|
| Демонтаж и предварительная разборка (на сборочные единицы)
| Краны, подъемные тали
| Шпалы, доски, блоки, тали
| Монтажные инструменты
| Ремонтная бригада
| ——
|
| Демонтаж и окончательная разборка (подетальная)
| Краны, подъемные
тали
| Доски, блоки, тали, шпалы
| Монтажные инструменты
| Ремонтная бригада
| ——
|
| Дефектация деталей и составление ведомости дефектов (или уточнение предварительное составленной ведомости дефектов)
| ——
| ——
| Измерительные инструменты
| Мастер или технолог по ремонту
| ——
|
| Изготовление и ремонт деталей
| ——
| ——
| ——
| ——
| В различных отделениях цеха
|
Окончание таблицы 3.1
| Содержание операций
| Оборудование
| Приспособления
| Инструмент
| Состав исполнителей
| Примечание
|
| Комплектовка деталей по сборочным единицам
| ——
| ——
| ——
| Мастер, технолог по ремонту, бригадир
| ——
|
| Сборка предварительная
| Верстак, стенды
| Смазка
| Монтаж-ные инструменты
| Ремонтная бригада
| ——
|
| Сборка окончательная
| Подъемно-транспортные приспособления
| Доски, шпалы, смазка
| Монтаж-ные инструменты
| Ремонтная бригада
| ——
|
| Проверка хода машины в холостую
| ——
| ——
| Ключи, отвертки,
| ОТК
РМЦ
электромонтер
| ——
|
| Регулировка, наладка и испытание под нагрузкой
| ——
| ——
| Монтаж-ные инструменты
| Ремонтная бригада,
ОТК
| В при-
сут-ствии мастера производственного цеха
|
| Сдача в эксплуатацию и оформление ведомости дефектов
| ——
| ——
| ——
| Ремонтная бригада,ОТК,Начальник цеха.
| ——
|
ВЕДОМОСТЬ ДЕФЕКТОВ.
Ведомость дефектов составляется на детали механизма привода печатной машины КП.0411.11.001000.01.СБ.
Ведомость дефектов приводится в таблице 4.1.
Таблица 4.1-ведомость дефектов механизма привода печатной машины
|
Наименование детали или
Сборочной единицы
|
Материал
| Количество деталей или сборочных единиц
|
Описание дефектов
|
Способ устранения
|
| Подшипник
47,46,45
| сборочная единица
| 3
| Износ
| замена
|
| Колесо
30
| Сталь 40Х
| 1
| Износ зубьев
задиры,
выкрашивание
зубьев.
| Изготовление нового
|
| Манжета
43,44
| сборочная единица
| 2
| Расслаивание,
износ по
внутреннему
контуру
| Замена
|
Окончание таблицы 4.1
| Наименование детали
| Материал
| Количество деталей или сборочных единиц
| Описание дефекта
| Способ устранения
|
| Вал
23
| Сталь 45
| 1
| Износ шпоночного паза.
| Фрезеровать новый шпоночный паз под 120
|
| Ось 15
| Сталь 45
| 1
| Срыв резьбы
| Резьбовую поверхность наплавить вибродуговой наплавкой и нарезать новую резьбу
|
Механизма
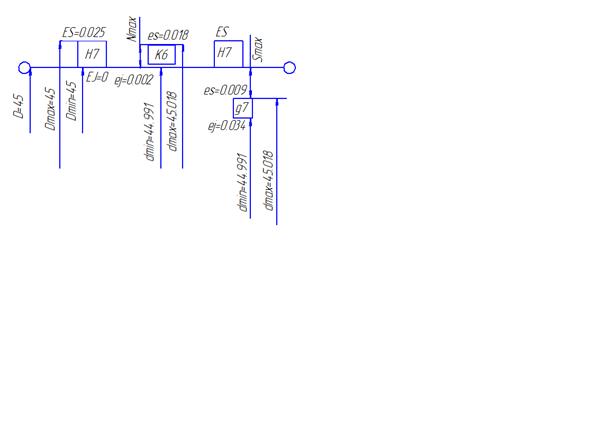
Определяется температура нагрева колеса 30, при сборке с валом 23, позиции указаны пор сборочному чертежу КП.0411.001000.01.СБ, если поверхности сопрягаемых деталей имеют размер Ø45  .
.
Схема полей допусков соединяемых деталей представлена на рисунке 6.2.
Рисунок 5.3 – Схема полей допусков
Температура нагрева детали, t н; определяется по формуле ([1], с.94, формула (25)):
 , (6.11)
, (6.11)
где  - максимальный натяг, определяется по формуле ([1], с.94, формула (20)):
- максимальный натяг, определяется по формуле ([1], с.94, формула (20)):
 , (6.12)
, (6.12)
где  - наибольший предельный диаметр отверстия рычага, мм; (на рисунке 6.2);
- наибольший предельный диаметр отверстия рычага, мм; (на рисунке 6.2);
 - наименьший предельный диаметр вала, мм;(на рисунке 6.2);
- наименьший предельный диаметр вала, мм;(на рисунке 6.2);
 - необходимый зазор при сборке, принимаемый равным
- необходимый зазор при сборке, принимаемый равным  , мм при посадке Ø45
, мм при посадке Ø45  и определяется по формуле ([1, с.94, формула (21))
и определяется по формуле ([1, с.94, формула (21))
 , (6.13)
, (6.13)
λ – Коэффициент линейного расширения при нагреве λ =1.1∙10 -5
([1], с.94 таблица 23);
 - температура в сборочном помещении равная 200С ([1], с.94 таблица 24);
- температура в сборочном помещении равная 200С ([1], с.94 таблица 24);
D – диаметр поверхности сопряжения D, мм; D=45 мм (с рисунка 6.2).
Подстановкой выше указанных значений в формулы (6.12); (6.13); (6.11) получается:
 ,
,
 ,
,

Следовательно, до такой температуры следует нагреть чугунный рычаг, а затем допрессовать.
Размерами.
Определить возможность применения метода ремонта цилиндра переводом его размеров в ремонтные размеры. Номинальный диаметр вала D=38 мм, ремонтный размер цилиндра dр=37.43 мм (определен в разделе 6.1).
Увеличение напряжений допускается до 7% ([2], с.12).
Увеличение при номинальном диаметре определяют по формуле ([2], с.21, формула (5.7)):
 (6.14)
(6.14)
Напряжение при минимальном диаметре  , мм; определяют по формуле ([2], с.121, формула (5.8)):
, мм; определяют по формуле ([2], с.121, формула (5.8)):
 , (6.15)
, (6.15)
где F –нагрузка на опорную поверхность цилиндра, Н;
L – длина опорной поверхности, мм.
Взяв отношение  получают:
получают:
Предельный (минимальный) диаметр опорной поверхности цилиндра определяют по формуле ([2], с.121, формула (5.9)):
 (6.16)
(6.16)
Так как увеличение напряжений при уменьшении диаметра цапфы допускают до 7%, то  ; после подстановки в формулу (6.16) получают:
; после подстановки в формулу (6.16) получают:
 ,
,
то есть уменьшение диаметра цапфы не должно превышать 2,2% от номинального диаметра.
Для заданных условий получают формулу (6.17):
 (6.17)
(6.17)
где D – номинальный диаметр цилиндра D, мм; D =38 мм (из раздела 6.1 расчет ремонтного размера вала);
dp – ремонтный размер цилиндра dp, мм; dp =37.43 мм (полученный расчетом 6.1);
Подстановкой в формулу (6.17) получают:
Вывод:
Уменьшение диаметра не превышает 2,2% и метод ремонта “переводом в ремонтный размер” можно применить.
Устройство, работа и регулировка механизма.
Работа механизма. Привод машины осуществляется от электродвигателя постоянного тока мощностью 6 кВт. Движение от электродвигателя через клиноременную передачу и зубчатую передачу 22,48,30,3 передается на приводной вал листовыводного транспортера, а от него на всю машину.
Регулировка механизма. Регулировка натяжения клинового ремня 48 осуществляется передвижением электродвигателя с приводным валом.
Регулировка подшипников 47 осуществляется закручиванием винта 38.
Регулировка подшипников 46, при закручивании гайки кольцо 17 давит на внутреннее кольцо подшипника 46 и зазор изменяется.







