

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Важнейшим условием после выбора подходящего сварочного материала, является правильный выбор температуры нагрева воздуха для сварки. Ориентировочные температуры приводятся в таблице № 1.
Для того чтобы проверить, нагрелся ли воздух, подаваемый сварочным аппаратом, до необходимой температуры, следует поднести термометр к фильере на расстояние ок. 5 мм. Температура должна достигать, по меньшей мере, нижнего значения, приведенного в таблице. При обработке твердого PVC в правильном выборе температуры можно убедиться, направив поток горячего воздуха на кусочек PVC. Если через 4-5 секунд PVC начал темнеть, то температура выбрана правильно. Если же через 2-3 секунды PVC приобрел темно-коричневый цвет, то температура воздуха слишком высока. В таком случае, для большинства сварочных аппаратов подача воздуха должна быть усилена, или, если существует возможность регулировки, следует уменьшить подачу электроэнергии.
Необходимое давление сварочного воздуха составляет 0,3-0,8 бар, необходимый объем воздуха – 50 л/мин. Если же используется воздух, нагнетаемый централизованной компрессорной установкой, то следует обратить внимание на то, чтобы воздух был чистым, без примесей масла и влаги.
Большую роль в процессе сварки играет сила нажатия на сварочный материал. Она зависит в основном от диаметра сварочного материала и от текучести термопласта. Чем толще сварочный пруток и чем более тугоплавким является термопласт, тем больше должна быть сила нажатия.
Для твердого PVC (диаметр сварочного прутка 3 мм) сила нажатия составляет 0,7-1,2 kp (7-12 Н) или 1,5-2,0 kp (15-20 Н) при диаметре сварочного прутка 4 мм.
Однако сила нажатия ни в коем случае не должна быть выше необходимой.
Т.к. РЕ и РР более текучи, чем твердый PVC, сила нажатия при сварке этих полимеров должна быть несколько меньше.
Тем, кто не имеет ясного представления о силе нажатия при сварке, мы рекомендуем потренироваться в сварке, положив детали на весы. Для сварки мягкого PVC и других резиноподобных термопластов, таких как мягкий РЕ, с подходящим сварочным шнуром, мы рекомендуем использовать прижимной валик.
Далее следует обратить внимание на то, что фильера выбирается в зависимости от диаметра сварочного материала. Правильно подобранной считается фильера, чье выходное отверстие на 1-2 мм больше диаметра проволоки. У современных аппаратов сварочную фильеру легко заменить.
Как приобрести навыки сварки горячим воздухом
Особого умения и сноровки требует обработка твердого PVC, т.к. этот термопласт легко разлагается под действием высокой температуры, а при слишком низкой температуре соединения получаются непрочными. Самый простой способ приобрести некоторый опыт – сделать наплавку сварочного прутка на гладком отрезке плиты из твердого PVC или РЕ. Для этого лучше всего подойдет отрезок толщиной 3-4 мм. Его следует закрепить зажимами на жаропрочной подложке (например, подойдет картон Pertinax), которая, в свою очередь зажата в тиски горизонтально. Предполагаемая сварная зона и сварочный пруток должны быть чистыми. Для очистки не следует применять жидкости, растворяющие или деформирующие термопласты. Рекомендуется обработать поверхность и пруток протяжным шабером. Прежде всего, эта рекомендация касается РЕ и РР, которые долгое время хранились на складе, т.к. поверхность этих полиолефинов под воздействием окружающей среды, например – света, меняется. Сварочный пруток обрабатывается наждачным полотном (зерно 240).
Следующим важным шагом является обрезка прутка наискосок. Если не сделать этого, то между плитой и началом навариваемого прутка не будет плавного перехода.
После проверки температуры воздуха можно начинать сварку. Направление движения аппарата – слева направо.
Веерный способ сварки
Разогрев производится круглой фильерой. Сначала конец сварочного материала обрезается наискосок бокорезами. Затем, конец удерживается перпендикулярно у начала кромок материала, предназначенного для сварки, и начинает разогреваться вместе с материалом. Для того чтобы горячий воздух равномерно попадал на плиты и сварочную проволоку, фильера должна совершать маятникообразные движения. Сварочная проволока с нажимом ведется вдоль направления шва. Т.к. проволока продолжает удерживаться перпендикулярно, она нагревается только в области изгиба.
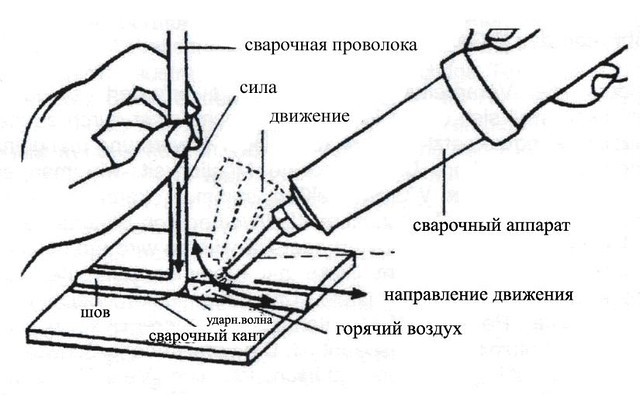
Рис.1
Сварка протяжкой
Прежде всего, следует вставить конец сварочного прутка в ведущее отверстие фильеры для скорой сварки так, чтобы он выглядывал из отверстия на 2 см. Затем следует разогреть горячим воздухом основной материал в том месте, с которого начнется сварка. Старайтесь при этом начать сварку прямо с края. Рассмотрите при ярком свете материал. PVC сначала поблескивает, потом появляются мелкие пузырьки, слегка меняющие цвет. РЕ и РР становятся матовыми. Это самый подходящий момент для начала сварки. Разогретый сварочный материал заостренным концом плотно прижимается к основному, фильера с равномерным нажатием ведется вдоль стыка основного материала.
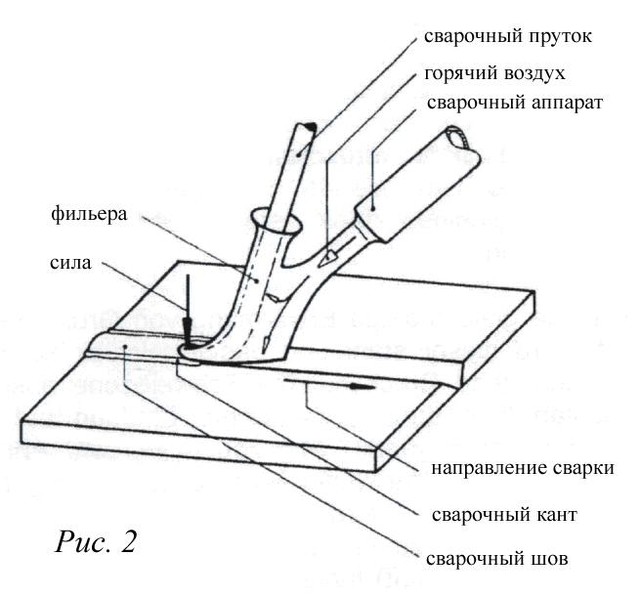
При сварке PVC пруток следует придерживать рукой, при сварке РЕ и РР это делать не обязательно. Если пруток обрывается или же начинает вытекать сбоку из сварочной фильеры, то скорость сварки слишком низка. При слишком высокой скорости пруток и плиты разогреваются недостаточно, и, следовательно, соединение получается непрочным. Шов легко снимется после окончания сварки.
Если сварочный аппарат отрегулирован правильно и температура нагрева воздуха нормальная, то перед прутком и сбоку от него должен образоваться маленький наплыв пластика (сварочный кант). Образование этого наплыва обеспечивает прочность сварочного шва.
Для тренировки приварите по всей длине отрезка плиты сварочный пруток, затем, вплотную к нему, второй. Ведите пруток до внешнего края плиты, затем чисто обрежьте его по краю бокорезами или горячим ножом. Второй пруток с легким нажимом вплавляется в желоб, образованный первым наваренным прутком и поверхностью плиты. Таким же образом навариваются и остальные прутки.
Прерывание сварочного шва
Если возникла необходимость прервать сварочный шов (например, в случае, если сварочный пруток закончился и нужно заправить новый), конец прутка под минимальным углом наискосок срезают слегка нагретым ножом. Новый равным образом заточенный пруток прижимают к шву. Место стыка сплавляется.
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

