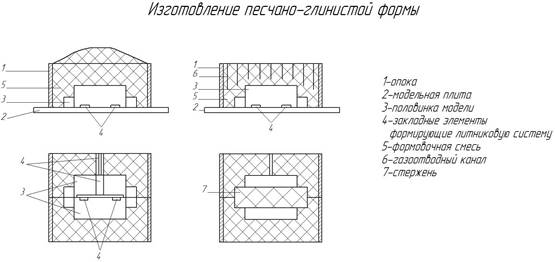
- На модельную плиту устанавливают нижнюю часть модели отливки, модели питателей и нижнюю опоку
- Засыпают и утрамбовывают формовочную смесь
- Душником накалывают каналы для отвода газов
- Переворачивают нижнюю опоку на 180

- Устанавливают верхнюю часть модели отливки, модели шлакоуловителя и стояка
- Устанавливают верхнюю опоку по центрирующим штырям
- Покрывают поверхность разделительным слоем (песок или бумага)
- Засыпают и утрамбовывают формовочную смесь
- Душником накалывают каналы для отвода газов
- Раскрывают форму
- Производят расталкивание модели (отбивают молотком, чтобы достать её)
- Достают модели отливки и литниковой системы
- Устанавливают стержень
- Накрывают нижнюю полуформу верхней
- Скрепляют полуформы скобами
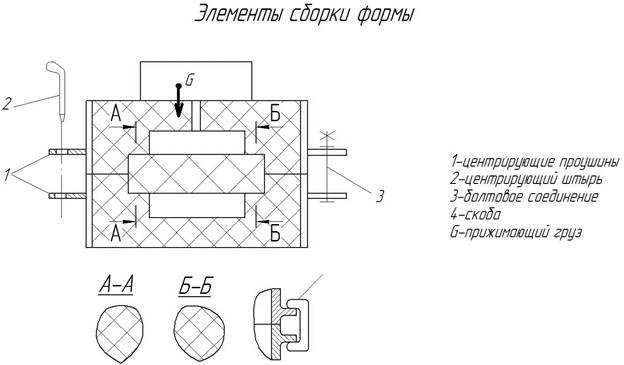
Элементы сборки формы
Для правильного ориентирования опок друг относительно друга и предотвращения смещения одной опоки относительно другой служат центрирующие проушины, в которые устанавливают центрирующие стержни. Чтобы опоки не раскрылись под давлением жидкого металла, их либо придавливают сверху грузом, либо скрепляют скобами, которые надеваются на специальные кронштейны.
Элементы литниковой системы
Литниковая система – это система каналов в форме, по которым в полость формы поступает жидкий металл. Основные элементы литниковой системы:
- Литниковая чаша – воронка, в которую заливается металл. Также предотвращает засасывание воздуха, задерживает шлак.
- Стояк – канал, по которому металл поступает к плоскости разъема литейной формы
- Шлакоуловитель (коллектор в случае стального литья) – канал в плоскости разъёма литейной формы, предназначенный для задержания шлака и других неметаллических включений и для подачи металла к питателям
- Питатель (литник) – присоединённый к шлакоуловителю канал, обычно прямоугольного сечения, через который сплав поступает в рабочую полость формы непосредственно или через прибыль. Часто питателей делают несколько.
- Выпор – канал, служащий для отвода воздуха и газов из полости формы
- Прибыль – технологический прилив, который делается на массивных частях отливки для питания их жидким металлом. Благодаря этому усадочные раковины и дефекты образуются не в отливке, а в прибыли.
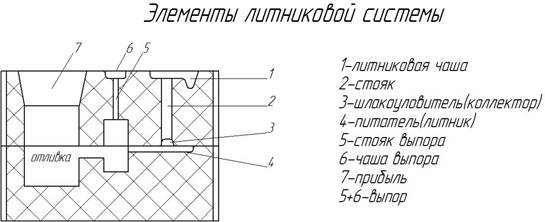
После кристаллизации металла и извлечения отливки из формы все элементы литниковой системы отбиваются или отрезаются, а места их прикрепления зачищаются.
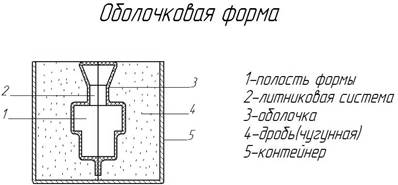
Литье в оболочковые формы
Литье в оболочковые формы – это технология получения отливок при кристаллизации жидкого металла в одноразовых тонкостенных формах из смеси песка и термореактивных смол. Формы изготавливают следующим образом: модель на модельной плите, нагретые до 250-300 °С, закрепляют на бункере с песчано-смоляной смесью и переворачивают. В слое, контактирующем с поверхностью модели, смола нагревается, становится жидкой и склеивает песчинки. Через 10 … 30 с бункер переворачивают обратно. На модели остается песчано-смоляная оболочка, а остатки смеси ссыпаются в бункер. Оболочка снимается с модели и нагревается до 300-350 °С. В результате смола застывает – получается половинка оболочковой формы. 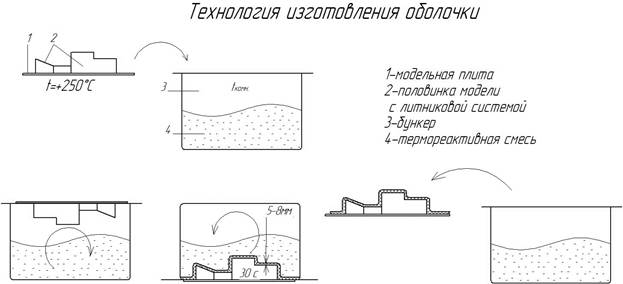 Две половинки формы склеивают, помещают в контейнеры с песком или дробью (чтобы форму не разорвало давлением жидкого металла). Заливают металл. Дожидаются затвердевания металла и охлаждения отливки. Извлекают отливку.
Две половинки формы склеивают, помещают в контейнеры с песком или дробью (чтобы форму не разорвало давлением жидкого металла). Заливают металл. Дожидаются затвердевания металла и охлаждения отливки. Извлекают отливку.