Регулирование тепловых процессов. Основным методом внешнего воздействия на процесс затвердевания отливки является подбор материала формы.
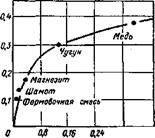
Рис. 4.10. Зависимость коэффициента затвердевания стали К от теплоаккумуляционной способности материала формы bф
Влияние материала формы на скорость затвердевания отливки оценивают через коэффициент затвердевания К (рис 4.10). При интенсивном охлаждении (формы из металлов, шамота, магнезита) величина К изменяется на 1 порядок, а bф - на три порядка, то есть замедлить затвердевание довольно легко, а ускорить - сложно.
Введение в ПГС металлических частиц (до 80 % по массе) повышает ее  вдвое, а bф и, следовательно, К ~ на 40 %: эффективность невысока, причем резко ухудшаются условия формовки.
вдвое, а bф и, следовательно, К ~ на 40 %: эффективность невысока, причем резко ухудшаются условия формовки.
Возможно создание направленного затвердевания при использовании стенок формы с разным bф, то есть из разных материалов, но только для особо ответственных отливок, так как трудно изготавливать такие формы. Применение металлических форм взамен песчаных увеличивает скорость затвердевания вдвое, однако, их изготовление много дороже.
В песчаных формах возможна замена в порах естественного газового состава на водород или гелий, так как  в сравнении с азотом
в сравнении с азотом  = 7,8, затвердевание при этом ускоряется на 20-25 %.
= 7,8, затвердевание при этом ускоряется на 20-25 %.
При повышении давления газов скорость затвердевания увеличивается, а в вакууме, естественно, уменьшается.
Эффективна продувка форм воздухом (лучше увлажненным), крупные чугунные отливки затвердевают, например, в 2-5 раз быстрее.
Большое распространение получило использование (для местного ускорения затвердевания) холодильников из более теплопроводного материала (чугуна, графита, магнезита). Интенсивность охлаждения холодильником зависит от его толщины. Тонкий - ускоряет только начальную стадию затвердевания (рис. 4.11, а). При оптимальной толщине (рис. 4.11, б) он интенсивно поглощает тепло до конца затвердевания отливки. Толстый холодильник (рис. 4.11, в) не ускоряет охлаждения, но требует большого расхода металла.
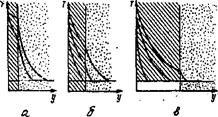
Рис. 4.11. Распределение температур в тонком (а), нормальном (б) и чрезмерно толстом (в) холодильнике
Практикой установлено, что делать толщину холодильников больше толщины стенки отливки нет необходимости
 34. Типы литейных форм.
34. Типы литейных форм.
В литейном производстве роль основного инструмента для изготовления отливок выполняет литейная форма. Она представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка,
Для подвода расплава в рабочую полость формы используют литниковую систему, состоящую из каналов и элементов литейной формы, обеспечивающих ее заполнение, а также питание отливок при затвердевании.
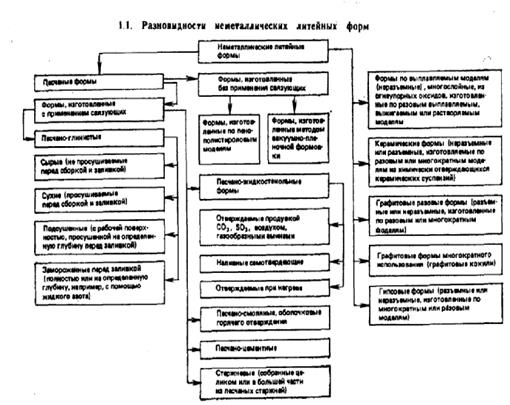
Литейные формы изготовляют как из неметаллических материалов (песчано-глинистых смесей и др.), так и из металлов.г;В табл. 1.1 и 1.2 приведены основные разновидности современных литейных форм, однако и они не отражают полностью их многообразия. Так, только для одного вида неметаллических форм — неразъемных оболочковых, получаемых по выплавляемым моделям, можно назвать свыше 10 разновидностей, существенно различающихся составом, структурой, способами изготовления и назначением.
Многообразие современных литейных форм (при правильном выборе их разновидности для каждого конкретного случая) открывает возможность экономично, в соответствии с требованиями к качеству, изготовлять различные по массе, конфигурации, точности и свойствам металла отливки практически из любых сплавов.
В зависимости от особенностей отвода тепла формами они классифицируются:
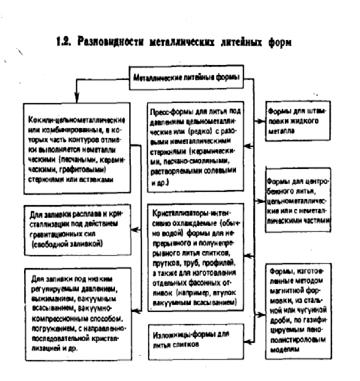 на однослойные (из одного материала: смесь или металл), могут быть толстостенными (песчано-глинистые) или тонкостенными (оболочковые);
на однослойные (из одного материала: смесь или металл), могут быть толстостенными (песчано-глинистые) или тонкостенными (оболочковые);
многослойные комбинированные из материалов с различными теплофизическими свойствами (металлические с облицовкой, песчаные с металлической вставкой-холодильником и металлические водоохлаждаемые).








