

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Вышеописанные системы стабилизации энергетических и кинематических параметров обеспечивают заданное качество сварки в отсутствие технологических возмущений (нарушение геометрии разделки, зазора в стыке и другие отклонения размеров при сборке). Если существует такая возможность, то сварку стыков производят на флюсовых, медных, стальных или остающихся подкладках в зависимости от материала изделия и требований к сварной конструкции. При отсутствии такой возможности главной проблемой при сварке стыков является получение достоверной информации о формировании сварного соединения. Особенно сложно обеспечить заданное качество при сварке по прихваткам или сварке «на весу». Если есть доступ к обратной стороне шва, то возможно получение «прямой» информации, когда датчики регистрируют проникание сварочной дуги на обратную сторону соединения. Если такой возможности нет, то в этом случае регулирование может быть по косвенной информации – измерению температурных полей вокруг сварочной ванны и её объёма. И в том и в другом случае чаще всего используют оптоэлектронные устройства: фоторезисторы и фотодиоды. Методы контроля глубины проплавления чаще всего основаны на измерении температуры в максимально нагретой точке с обратной стороны свариваемого изделия. Измерительные схемы достаточно сложны и дополнительно требуют вспомогательных устройств направленных на защиту от высокой температуры, применение фильтров и т.п. При сварке тонкого металла плазменной сваркой проплавление можно контролировать с помощью фотодатчика, рис. 31,а. Датчик регистрирует интенсивность потока ионизированных газов с обратной стороны. Возможно также получение информации по разности потенциалов между свариваемым изделием и искусственно вводимой под деталь контактной подложкой, рис. 31, б.

Рис. 31. Способы контроля проплавления при плазменной сварке
При невозможности доступа с обратной стороны шва стремятся получить математическую модель формирования сварного соединения, определить оптимальный объем сварочной ванны и распределение температуры металла вблизи соединения. Далее на основе уравнений регрессии рассчитывают оптимальные режимы сварки, которые могут корректироваться при наличии датчиков температуры металла вблизи соединения. Полученная информация используется для выработки регулирующего воздействия на источник питания или сварочное оборудование. Например система автоматического регулирования глубины проплавления с воздействием на амплитуду поперечных колебаний сварочной горелки при сварке в СО2 поворотных кольцевых стыков труб с V-образной разделкой, рис. 32.
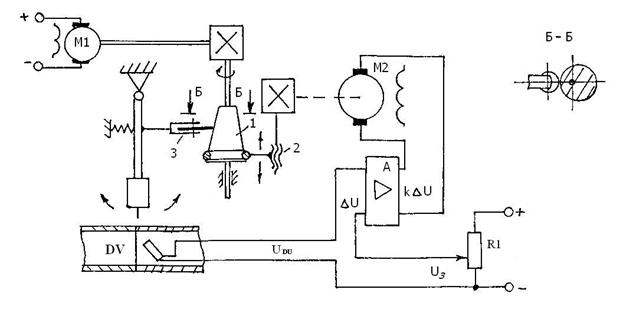
Рис. 32. Автоматический регулятор проплавления с воздействием на амплитуду поперечных колебаний сварочной горелки относительно стыка
Датчик с обратной стороны стыка (фотодиод) визируют на корень шва. Сигнал с датчика сравнивается с заданным и при наличии рассогласования, оно после усиления (усилитель А) приводит в движение якорь двигателя М2. В результате перемещается профилированный кулачок, изменяя амплитуду колебаний сварочной горелки. Увеличение проплавления увеличивает амплитуду, тепловой поток от дуги рассредотачивается по большей площади и проплавление стыка возвращается к заданному.
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

