

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
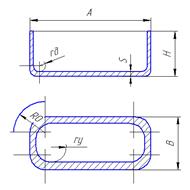
Размеры заготовок для деталей коробчатой формы определяют из условия равенства площади
поверхности заготовки и вытягиваемой детали. Форма заготовок для коробчатых деталей зависит от относительной высоты Н/В, относительной ширины В/А и относительного радиуса скругления  /В (см.рис. детали).
/В (см.рис. детали).
Методика построения контура заготовки для низких деталей, у которых Н/  <5:
<5:
1.Контур детали вычерчивают в масштабе. После чего делают развертку прямолинейных участков контура детали на плоскость. Длину развертки L (считая от плоского участка дна детали; см. рисунок со схемой построения заготовки) определяют как при обычной гибки:
L=  +
+  =H+
=H+  ,
,
где -длина прямолинейного участка;  -длина криволинейного участка (1/4 часть окружности радиусом ) расчёт по средней линии. Принимается, что на прямолинейных участках деформация аналогична гибки.
-длина криволинейного участка (1/4 часть окружности радиусом ) расчёт по средней линии. Принимается, что на прямолинейных участках деформация аналогична гибки.
2.В углах коробки деформация аналогична вытяжке цилиндрической детали диаметром d=2*  (см. рис. цилиндрической детали):
(см. рис. цилиндрической детали):
 =D/2; D= 1,13*
=D/2; D= 1,13*  , где
, где  - площадь геометрических простых фигур (расчёт по средней линии).
- площадь геометрических простых фигур (расчёт по средней линии).
3.Радиусом  из центра О проводят дугу aв до пересечения с прямыми Ос и Оd ограничивающими ………………………….
из центра О проводят дугу aв до пересечения с прямыми Ос и Оd ограничивающими ………………………….


Рис. 2.41. Схема построения заготовок для вытяжки низких коробчатых деталей с Н/  <S
<S
4. Отрезки ad и bc делят пополам (точки m и n соответственно) и через эти точки проводят касательные к дуге ab.
5. Касательные, проведенные через точки и прямолинейные участки контура заготовки сопрягают дугами, радиус которых 
Рассмотренный способ построения контура заготовки для вытяжки низких коробчатых деталей основан на предположении, что недостаток металла (треугольник akm) компенсируют его избытком (треугольник mdf).
Построенный таким образом контур заготовки является близким к оптимальному. Но для вырубки такой заготовки требуются пуансон и матрица сложной конфигурации. Поэтому для упрощения формы применяют прямоугольную заготовку с обрезанными 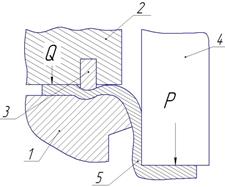 углами (см. рис.)
углами (см. рис.)

Рис.2.42. Прямоугольная заготовка с обрезанными углами для вытяжки коробчатой детали: 1) контур детали; 2) контур заготовки.
Обрезка углов осуществляется на ножницах или в вытяжном штампе при помощи прижимного ползуна. Последнее можно выполнить на прессе двойного действия.
Вследствие неодинаковых усилий деформирования на различных участках контура, а также анизотропии механических свойств металла высота коробчатых деталей еще более неравномерна по контуру, чем у цилиндрических деталей. Поэтому в техпроцессах изготовление коробок предусматривают обрезку неровного края. Припуск на обрезку ΔН зависит от относительной высоты детали Н/В. Чем выше Н/В, тем больше ΔН. Можно принять ΔН=(0,05-0,15)Н.
Сначала высоту детали Н увеличивают на ΔН, а потом строят контур заготовки.
2.19. Оценка степени деформации и коэффициента вытяжки для коробчатых деталей.
Технологические расчеты при вытяжки низких прямоугольных коробок, вытягиваемых в одну операцию, состоят из следующих этапов:
1) Построение контура плоской заготовки и подсчет ее радиусов;
2) Проверка возможности вытяжки коробки за одну операцию в зависимости от соотношения геометрических параметров  /B и (S/D)*100%;
/B и (S/D)*100%;
3) Проверка степени деформации в углах коробки по коэффициентам вытяжки.
Диаметр D=2R, где R- радиус круглой заготовки, необходимой для вытяжки цилиндрической детали d=2 
По таблице определяется наибольшая относительная высота [H/B]=ƒ( /B, (S/D)*100%).
/B, (S/D)*100%).
Чем меньше  /B, тем меньше [H/B];
/B, тем меньше [H/B];
Чем больше (S/D)*100, тем больше [H/B];
Если Н/В<[H/B], то вытяжка за одну операцию возможна. Н/В определяют по чертежу детали. Например, 100*S/D=2:  /B=0,3 →[H/B]=1,2;
/B=0,3 →[H/B]=1,2;  /B=0,02 → [H/B]=0,5.
/B=0,02 → [H/B]=0,5.
/B=0.3: 100*S/D=2.0→[H/B]=1.2
100*S/D=0.2→[H/B]=0.85
[H/B]≈0,3….1,2
Для дополнительной проверки возможности вытяжки за одну операцию определяется коэффициент вытяжки m=d/D= /  . Расчетное значение m сравнивают с минимально допустимым [m]=ƒ( /B; 100*S/D).
. Расчетное значение m сравнивают с минимально допустимым [m]=ƒ( /B; 100*S/D).
Чем больше 100*S/D, тем меньше [m];
Чем меньше  /B, тем меньше [m].
/B, тем меньше [m].
[m]=0,3…..0,5
Если m>[m], то вытяжка за одну операцию возможна.
Чем меньше m, тем больше степень деформации при вытяжки.
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

