Калибровка инструмента непрерывного стана
Калибровка инструмента непрерывного стана
Для расчёта калибровки 8-клетьевого непрерывного стана использована методика расчёта калибровки 9-клетьевого стана.
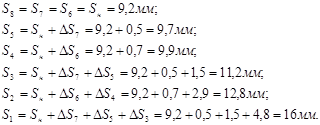
Обжатие по стенке в клетях,[2]

где  номер клети,
номер клети,
 суммарное обжатие по стенке в непрерывном стане,
суммарное обжатие по стенке в непрерывном стане,

Расчёт ведется, начиная со второй клети

Толщина стенки трубы по вершине калибра
Высота калибров для 6-и клетей
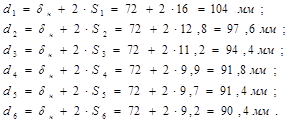
Высота калибров в чистовых 7 и 8 клетях


где К1=0,2 – коэффициент уширения контура;
С1=0,5 – коэффициент неравномерности величины зазора по разъёму и высоте калибра;
 - зазор между трубой и оправкой,
- зазор между трубой и оправкой,
 , тогда
, тогда

Ширина калибров

Коэффициент овализации для первых двух клетей выбирается  ,
,
с третьей по пятую клеть  , для шестой клети
, для шестой клети  , для последних двух клетей
, для последних двух клетей  ,[2].
,[2].

Угол выпуска выбирается на основе практических данных для клетей с первой по третью  , с четвёртой по шестую
, с четвёртой по шестую  .
.
Радиус выпуска каждого калибра рассчитывается по приближённой формуле,[2].

 ;
;
Для первых клетей форма калибра круглая с прямыми выпусками, для последних клетей форма калибра овальная.
Для нахождения коэффициента вытяжки в каждой клети необходимо найти площади поперечного сечения трубы на выходе из каждой клети,[4]:

где i-номер клети;
δн - диаметр оправки непрерывного стана; 
 - угол выпуска калибра;
- угол выпуска калибра;
di - высота калибра;
 мм;
мм;

 ;
;
 ;
;
 ;
;
 ;
;

 .
.

F2 =3747,2 
F3 =3118,3
F4=2741,9 
F5=2577,9 
F6=2459,54
F7,8= 
где  ,
,
 , тогда
, тогда

Коэффициент вытяжки:


Где
 ,
,
 , тогда
, тогда 
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;

 ,
,
 .
.
Диаметр бочки валка,[1]
где  - максимальный диаметр гильзы, тогда
- максимальный диаметр гильзы, тогда

Длина бочки валка,[1]
где  ширина реборды
ширина реборды
 ,
,
 ширина калибра первой пары валков,
ширина калибра первой пары валков,
 тогда
тогда
 .
.
Прокатка на оправке в данной установке происходит при постоянном диаметре бочек валков.
Наиболее желательной является прокатка в непрерывном оправочном стане при отсутствии натяжения или подпора, однако, для предотвращения аварийных ситуаций в стане возникает необходимость задавать незначительное натяжение между клетями стана.
Рекомендуемые коэффициенты кинематического натяжения для непрерывного оправочного стана с индивидуальным приводом валков,[1]

С первой по третью клеть  натяжение; с четвёртой по шестую клеть
натяжение; с четвёртой по шестую клеть  -натяжение; в седьмой и восьмой клетях
-натяжение; в седьмой и восьмой клетях  - подпор.
- подпор.
Между седьмой и восьмой клетями создаётся подпор, необходимый для осуществления подъёма металла трубы над оправкой до образования зазора, необходимого для свободного извлечения оправки из трубы.
Катающие диаметры,[3]

где  - зазор между валками,
- зазор между валками,  ,
,
 для 1,7,и8 клетей;
для 1,7,и8 клетей;
 для остальных клетей;
для остальных клетей;
Сi – коэффициент, зависящий от формы калибра, определяется по графикам [3]:

Расчёт сопротивления деформации в зоне редуцирования
Схема обжатия
Сопротивление деформации
 .
.
Относительное обжатие

Интенсивность скоростей деформации сдвига
 ,
,
где
где  - эмпирические коэффициенты, зависящие от марки стали,
- эмпирические коэффициенты, зависящие от марки стали,  ,
,
для стали 10:

 МПа,
МПа,
температура прокатки принята Т=1200˚С.
Калибровка инструмента непрерывного стана
Калибровка инструмента непрерывного стана
Для расчёта калибровки 8-клетьевого непрерывного стана использована методика расчёта калибровки 9-клетьевого стана.
Обжатие по стенке в клетях,[2]
где номер клети,
суммарное обжатие по стенке в непрерывном стане,
Расчёт ведется, начиная со второй клети
Толщина стенки трубы по вершине калибра
Высота калибров для 6-и клетей
Высота калибров в чистовых 7 и 8 клетях
где К1=0,2 – коэффициент уширения контура;
С1=0,5 – коэффициент неравномерности величины зазора по разъёму и высоте калибра;
- зазор между трубой и оправкой,
, тогда
Ширина калибров
Коэффициент овализации для первых двух клетей выбирается ,
с третьей по пятую клеть , для шестой клети , для последних двух клетей ,[2].
Угол выпуска выбирается на основе практических данных для клетей с первой по третью , с четвёртой по шестую .
Радиус выпуска каждого калибра рассчитывается по приближённой формуле,[2].
;
Для первых клетей форма калибра круглая с прямыми выпусками, для последних клетей форма калибра овальная.
Для нахождения коэффициента вытяжки в каждой клети необходимо найти площади поперечного сечения трубы на выходе из каждой клети,[4]:
где i-номер клети;
δн - диаметр оправки непрерывного стана;
- угол выпуска калибра;
di - высота калибра;
мм;
;
;
;
;
.
F2 =3747,2
F3 =3118,3
F4=2741,9
F5=2577,9
F6=2459,54
F7,8=
где ,
, тогда
Коэффициент вытяжки:
Где
,
, тогда
;
;
;
;
;
;
,
.
Диаметр бочки валка,[1]
где - максимальный диаметр гильзы, тогда
Длина бочки валка,[1]
где ширина реборды
,
ширина калибра первой пары валков,
тогда
.
Прокатка на оправке в данной установке происходит при постоянном диаметре бочек валков.
Наиболее желательной является прокатка в непрерывном оправочном стане при отсутствии натяжения или подпора, однако, для предотвращения аварийных ситуаций в стане возникает необходимость задавать незначительное натяжение между клетями стана.
Рекомендуемые коэффициенты кинематического натяжения для непрерывного оправочного стана с индивидуальным приводом валков,[1]
С первой по третью клеть натяжение; с четвёртой по шестую клеть -натяжение; в седьмой и восьмой клетях - подпор.
Между седьмой и восьмой клетями создаётся подпор, необходимый для осуществления подъёма металла трубы над оправкой до образования зазора, необходимого для свободного извлечения оправки из трубы.
Катающие диаметры,[3]
где - зазор между валками, ,
для 1,7,и8 клетей;
для остальных клетей;
Сi – коэффициент, зависящий от формы калибра, определяется по графикам [3]:






