Точить заготовку в размер детали. Операция имеет 3 перехода.
5.1. Токарный.
Подрезать торец, обеспечивая размер 42±0,31

Оборудование: токарно-револьверный станок 1416Ц
Режущий инструмент: резец подрезной Т15К6 (твердый сплав)
Мерительный инструмент: калибр скоба 42h4
Приспособление: цанговый патрон и специальные приспособления
5.2. Токарный.
Расточить отверстие Ø47,5+0,62 на длину 12±0,22

Оборудование: токарно-револьверный станок 1416Ц
Режущий инструмент: резец расточной для сквозных отверстий Т15К6 (с пластинкой из твёрдого сплава)
Мерительный инструмент: калибр пробка 47,5Н14
Приспособления: цанговый патрон, специальные приспособления.
5.3. Токарный
Точить 2 фаски 2,5х45º

Оборудование: токарно-револьверный станок 1416Ц.
Режущий инструмент: резец проходной (подходит справа) с углом
φ =45º Т15К6 (твердый сплав) на отверстие и резец проходной с утлом φ =45º (подходит снизу) Т15К6 (твердый сплав) на вал
Мерительный инструмент: фасочные калибры
Приспособление: цанговый патрон, специальные приспособления
В качестве СОЖ на этой операции используем Аквол 6
Термическая операция.
Калить деталь для достижения ею НRC 37,0...46,0 (потом вероятен высокий отпуск).
Электроэрозионная операция.
Копировально-прошивочная операция (черновой режим). Прошить сквозное отверстие по длине 25±0,26 и ширине 14±0,22, обеспечив радиусы закруглений R0,6 и размеры 12±0,22 и 16±0,22
Оборудование: копировально-прошивочный станок 4Г721Н.
Инструмент: электрод
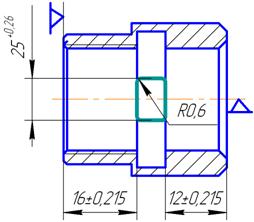
Мерительный инструмент: специальные калибры
Приспособление: специальные приспособления СОЖ: керосин
8. Токарная операция.
Расточить торцы канавки, обеспечив размер 14Н12 и
шероховатость Ra=1,6 мкм
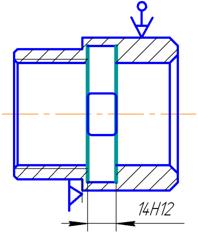
Оборудование: токарно-винторезный станок 16Б04А
Режущий инструмент: резец фасонный Т5К10 (твёрдый сплав)
Мерительный инструмент: специальный калибр
Приспособление: цанговый патрон, специальные приспособления
СОЖ: Аквол 6
Шлифовальная операция.
Шлифовать вал диаметром Ø55-0,3 на длину 12±0,21,
обеспечив 12 квалитет и шероховатость Rz=12,5 мкм
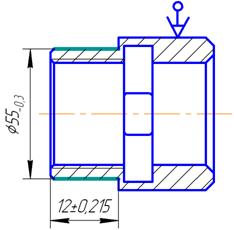
Оборудование: круглошлифовальный станок ЗУ12В
Режущий инструмент: шлифовальный круг
Мерительный инструмент: калибр скоба 55h12
Приспособление: цанговый патрон
СОЖ: сульфофрезол
Шлифовальная операция.
Шлифовать отверстие до диаметра Ø48+0,062 на длину 12±0,21, обеспечив 9 квалитет и шероховатость Ra=0,80 мкм; также обеспечив торцевое биение поверхности В относительно поверхностей А и Б не более 0,02 мм.

Оборудование: круглошлифовальный станок ЗУ12В
Режущий инструмент: шлифовальный круг
Мерительный инструмент: калибр пробка 48Н9
Приспособление: специальные приспособления
СОЖ: сульфофрезол
Контрольная операция.
а) Проверить шероховатость обработанных поверхностей детали, отсутствие заусенцев, забоин и вмятин на поверхности детали;
б) Проверить размеры детали;
в) Клеймить за контроль на бирке к партии деталей.
Порядок выполнения работы
1. Изучить методическое пособие.
2. Ознакомиться с порядком составления маршрутного технологического процесса.
3. Оформить отчет о работе, который должен содержать
- название и цель работы;
-маршрутный технологический процесс на изготовление детали машин;
- вывод по работе








