

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
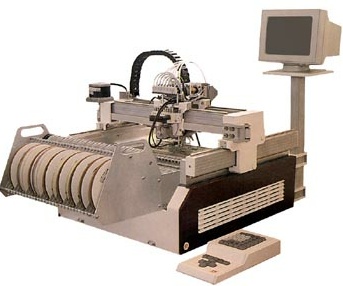
Рисунок А.1 – Оборудование для сборки
Приложение Б
| ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ И ОЧИСТКИ | |||
| Наименование | Характеристика | Скорость конвейера, м/мин | Габаритные размеры, мм |
| Автомат пайки микросхем APГIМ | Микросхемы в корпусе 401.14, 50 шт. в кассете, 30 кассет. Производительность – 400 шт/ч | - | 1400х850х1020 |
| Автомат сборки плат АСП 902П | Установка и пайка ИМС в корпусе 401.14-3,4 на платы групповым паяльником. Производительность – до 800 шт/ч | - | 1380х830хl300 |
| Установка пайки волной УПВ– 903Б | Пайка плат волной припоя с шириной до 300 мм. Механический нагнетатель припоя, пенное флюсование | 0,5–3,0 | 2020х700х1460 |
| Установка пайки Astra-300 Hol1is Engineering (США) | Широкая волна припоя (до 400 мм). Воздушный нож для удаления излишков припоя. | 0,5–5,0 | 3600х1067х1620 |
| Установка пайки 6TF /160 Kirsten (Швейцария) | Пайка плат шириной до 160 мм. Электромагнитный нагнетатель припоя. Настольное исполнение | 0,3–3,0 | 2300х680х560 |
| Установка пайки Econopak-229 Electrovert (Канада) | Пайка обычных и чиповых элементов двойной волной припоя шириной до 380 мм. Микропроцессорное управление | 0,3–3,0 | 4267x1700x1910 |
| Установка пайки ETS-250 ERSA | Пайка смешанного монтажа на платах шириной до 250 мм с ИК подогревом в серийном производстве | 0,3–3,0 | 2300х580х560 |
| Установка пайки EWS-400 ERSA | Пайка смешанного монтажа на платах шириной до 400 мм в инертной атмосфере и в крупносерийном производстве | 0,3–4,0 | |
| Линия промывки плат ЛПП-90 1 | Групповая 4-стадийная отмывка плат в растворителях. Мощность – 30 кВт | 0,1–1,2 | 3200х900х1400 |
| Линия промывки плат Aquapak | Многостадийная отмывка плат после пайки. Число ванн – 2 – 5 | 2–6 | 5000х600хll00 |

| 
|
| ETS–250 | EWS–400 |
Рисунок Б.1 – Оборудование волновой пайки
Приложение В
| ОБОРУДОВАНИЕ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА | ||
| наименование | назначение | Технические характеристики |
| Установка трафаретной печати Трасса-43025 НПП «Радуга» | Ручное нанесение паяльной пасты через металлические шаблоны ракелем | Рабочее поле 200х300 мм. Скорость движения ракеля – 3,8-15,2 мм/с |
| Полуавтомат трафаретной печати SP-20 | Нанесение паяльной пасты в полуавтоматическом режиме. Ручная загрузка-выгрузка плат | Рабочее поле до 521х470 мм. Скорость движения ракеля – 9,5-12,7 мм/с |
| Полуавтомат трафаретной печати SPM | Нанесение паяльной пасты в полуавтоматическом режиме. Встроенная система управления, система технического зрения | Рабочее поле до 508х406 мм. Скорость движения ракеля – 6,35-12,7 мм/с |
| Автомат трафаретной печати Uimpaprint 2000 | Нанесение паяльной пасты в автоматическом режиме: загрузка и выгрузка плат, совмещение, контроль качества. | Производительность – до 300 шт/ч. Компоненты – от чип до микросхемы PLCC |
| полуавтомат трафаретной печати ERSA 248 | Обеспечивает высокую точность нанесения паяльной пасты и гибкость в управлении | Рабочее поле – до 500х400мм. Скорость движения ракеля – 10-70мм/с |
| Автомат трафаретной печати INFINITI | Высокая скорость и точность | Рабочее поле – до 510х508 мм. Скорость движения ракеля – 20-150мм/с |
| Манипулятор Трасса-4301 НПП «Радуга» Россия | Ручная установка компонентов на платы вакуумным пинцетом, перемещаемым по осям x/y/z | Рабочее поле 200х300 мм. Производительность 600–1000 шт/ч |
| Манипулятор LM901 (Philips, Hollaпd) | Ручная установка компонентов на платы, автоматическое включение вакуума при захвате | Габариты платы – до 440х245 мм. Производительность – до 1000 шт/ч. Количество типономиналов – до 1500 |
| Полуавтомат SM902 (Philips, Hollaпd) | Установка компонентов по программе с 2- координатным механизмом наведения головки | Производительность – 1,5-2,4 тыс. шт/ч. Количество типономиналов – до 32 |
| Установка монтажа SMD ЭВ–8317–2М Беларусь | Установка компонентов 0603, 0805, 1206, SOT23, SOD 110 | Производительность – 2,0 тыс. шт/ч. Количество типономиналов – до 40/ Габариты 890х980х1350 мм |
| Полуавтомат ЕСМ96 (Philips, Holland) | Полуавтоматическая установка компонентов на платы. Техническое зрение с 2 камерами | Производительность – до 3500 шт/ч. Питатели –ленты, кассеты, матричные поддоны |
| Автомат монтажа SMD ЭМ-4425 Беларусь | Автомат монтажа SMD на платы размером до 250х 350 мм с одной головкой и техническим зрением | Производительность – до 4500 шт/ч. 64 питателя из ленты. Габариты 700´800´850 мм |
| Автомат MT-D(NM-2501) (Panasonic, Japan) | Автоматическая установка компонентов с шагом до 0,5 мм и возможностью гибкой наладки | Компоненты – от чипа до PLCC 40х40 мм' Производительность до 10000 шт/ч |
Продолжение приложения В
| Автомат МСМIII (Philips, Holland) | Автоматическая установка компонентов с возможностью гибкой переналадки и управлением от ПЭВМ | Производительность – до 12000 шт/ч. Компоненты – чип, ИМС. габариты платы – до 450х450 мм |
| Автомат HSl80 (Sieтeпs, Gегтапу) | Автоматическая установка компонентов с возможностью гибкой переналадки и управлением от ПЭВМ | Производительность – до 10000 шт/ч. Компоненты – чип, SOT –23, SOT –89. Габариты платы – до 380х210 мм |
| Установка ИК конвекционной пайки Трасса–5610 | Ширина конвейера 250 мм, 5 зон нагрева, | Скорость конвейера 0,50–2,5 м/мин. Габариты 1630х465х180 мм |
| Установка ИК пайки Радуга-21М | Ширина конвейера 400 мм. Компьютерное управление температурным профилем | Скорость конвейера 0,15–2,5 м/мин. Габариты 2000х770х1150 |
| ИК печь конвекционного оплавления Omni Flex Electrovert | Ширина конвейера 300–500 мм, 7 зон нагрева, 2 охлаждения, для плотного двухстороннего смешанного монтажа | Скорость конвейера 0,5–3,5 м/мин. Габариты в плане 4940х1168 |
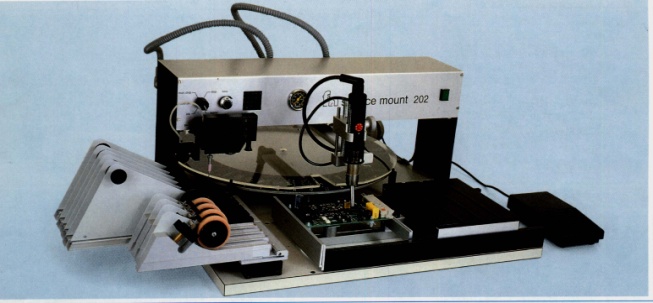
ЭМ–4425 Манипулятор LM901


Радуга–21 Omni Flex
Рисунок В.1 – Оборудование для монтажа SMD
Приложение Г
Примеры заполнения технологических документов
Пример заполнения титульного листа комплекта технологических документов
| БГУИР | БГУИ.406124.001 | —— | БГУИ.01188.00001 | |||||||
| Модуль контроллера | О | |||||||||
| Министерство образования Республики Беларусь | ||||||||||
| Учреждение образования | ||||||||||
| «Белорусский государственный университет | ||||||||||
| информатики и радиоэлектроники» | ||||||||||
| УТВЕРЖДАЮ | ||||||||||
| Зав. кафедрой ЭТТ | ||||||||||
| _________ А.П. Достанко | ||||||||||
| «____»__________ г. | ||||||||||
| КОМПЛЕКТ ДОКУМЕНТОВ | ||||||||||
| на технологические процессы | ||||||||||
| сборки, монтажа и контроля | ||||||||||
| Разработал: Проверил: | ||||||||||
| _________ И.В. Егоров | ||||||||||
| «____»_________ г. «____»__________ г. | ||||||||||
| Дубл. | Взам. | Подл. | Акт №________ | |||||||
| ТЛ | ||||||||||
Продолжение приложения Г
Пример заполнения первого листа маршрутной карты
| БГУИ.01188.00001 | ||||||||||||||||||||||||||||
| БГУИ.406124.001 | —— | БГУИ.10188.00001 | ||||||||||||||||||||||||||
| Модуль контроллера | О | |||||||||||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | |||||||||||||||||||||||
| Г | Обозначение документа | |||||||||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | ||||||||||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | |||||||||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | |||||||||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | ||||||||||||||||||||||
| В02 | 1 005 0200 Входной контроль деталей | |||||||||||||||||||||||||||
| Г03 | БГУИ.60102.00012, ИОТ при контроле плат, микросхем и радиоэлементов | |||||||||||||||||||||||||||
| Д04 | Стол рабочий ОМ-1971 | |||||||||||||||||||||||||||
| Е05 | 03 12920 3 1 1 5 11,21 | |||||||||||||||||||||||||||
| В07 | 2 010 8879 Комплектование | |||||||||||||||||||||||||||
| Г08 | БГУИ.30188.00010, ИОТ при комплектовании, упаковке и распаковке изделий | |||||||||||||||||||||||||||
| Д09 | Стол рабочий ОМ-1971 | |||||||||||||||||||||||||||
| Е10 | 03 12837 2 1 1 1 1,0 5 5,0 | |||||||||||||||||||||||||||
| Т11 | ГГ 7879 – 4053 Тара технологическая | |||||||||||||||||||||||||||
| В13 | 3 015 8531 Формовка и обрезка выводов ЭРЭ | |||||||||||||||||||||||||||
| Г14 | БГУИ.25185.00014, ИОТ для слесаря-сборщика радиоаппаратуры | |||||||||||||||||||||||||||
| Д15 | Стол рабочий СМ-3 | |||||||||||||||||||||||||||
| Е16 | 03 18596 3 1 1 1 1,0 10 13,25 | |||||||||||||||||||||||||||
| Т17 | ГГ 1420-4023 Приспособление для формовки и обрезки | |||||||||||||||||||||||||||
| В19 | 5 020 8870 Установка и пайка резисторов | |||||||||||||||||||||||||||
| Г20 | БГУИ.25188.00012, ИОТ для слесаря-сборщика радиоаппаратуры | |||||||||||||||||||||||||||
| Д21 | Стол рабочий СМ-3 | |||||||||||||||||||||||||||
| Е22 | 03 14544 4 1 1 1 1,0 5 5,56 | |||||||||||||||||||||||||||
| О23 | Установить и паять припоем ПОС-61 ГОСТ 21931-76 резисторы R50…R65, | |||||||||||||||||||||||||||
| R72…R76 на плату согласно чертежа | ||||||||||||||||||||||||||||
| Т25 | Кусачки монтажные ГОСТ 24244-87 | |||||||||||||||||||||||||||
| Т26 | Паяльник ПВНРС 65-42 | |||||||||||||||||||||||||||
| Дубл. | Взам. | Подл. | Разраб. | Егоров И.В. | ||||||||||||||||||||||||
| Проверил | Бондарик В.М. | |||||||||||||||||||||||||||
| Т. Контроль | Ланин В.Л. | |||||||||||||||||||||||||||
| Согл. БМН | ||||||||||||||||||||||||||||
| Изм | Лист | № докум. | Подп. | Дата | Н. контр. | Сидоров А.Н. | ||||||||||||||||||||||
| МК | ||||||||||||||||||||||||||||
Продолжение приложения Г
Пример заполнения второго листа маршрутной карты
| БГУИ.406124.001 | —— | БГУИ.10188.00001 | |||||||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||||||||
| Г | Обозначение документа | ||||||||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||||||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | |||||||||||||||
| В02 | 26 125 0310 Визуальный контроль | ||||||||||||||||||||
| Г03 | БГУИ.25103.00034, ИОТ для контролеров | ||||||||||||||||||||
| Д04 | Стол рабочий ОМ-1971 | ||||||||||||||||||||
| Е05 | 03 13460 5 1 1 1 1,0 5 14,0 | ||||||||||||||||||||
| Т06 | VS8 63669/0.12 Рабочее место визуального контроля | ||||||||||||||||||||
| О08 | 1.Извлечь плату из тары и установить на рабочее место контроля. | ||||||||||||||||||||
| О09 | 2.Осуществить визуальный контроль качества сборки изделия. | ||||||||||||||||||||
| 3.Сделать отметку в сопроводительных документах. | |||||||||||||||||||||
| В12 | 1 1 130 0320 Электрический контроль | ||||||||||||||||||||
| Д13 | SPEA 4040 Автоматический тестер контроля | ||||||||||||||||||||
| Е14 | 1 12920 3 1 1 1 1 1 20 5,45 | ||||||||||||||||||||
| О15 | 1.Извлечь плату из тары. | ||||||||||||||||||||
| О16 | 2.Установить плату на адаптер тестера контроля, осуществить электрический контроль по программе. | ||||||||||||||||||||
| О17 | 3.Сделать отметку в сопроводительном документе. | ||||||||||||||||||||
| О18 | 4.Уложить плату в тару. | ||||||||||||||||||||
| Т19 | ГГ 7879 – 4053 Тара цеховая | ||||||||||||||||||||
| Дубл. | Взам. | Подл. | |||||||||||||||||||
| МК | |||||||||||||||||||||
Продолжение приложения Г
Пример заполнения ведомости технологических документов
| БГУИ.01188.00001 | ||||||||||||||||||||||||
| БГУИР | БГУИ.406124.001 | БГУИ.40188.00001 | ||||||||||||||||||||||
| Модуль контроллера | О | |||||||||||||||||||||||
| С | НПП | Обозначение ДСЕ | Наименование ДСЕ | КП | ||||||||||||||||||||
| Ф | ЦЦН | Обозначение комплекта ТД | Наименование комплектов ТД | Листов | ||||||||||||||||||||
| Г | Обозначение ТД | Услов.обоз. | Лист | Листов | Примечание | |||||||||||||||||||
| БГУИ.01188.00010 Комплект технологической документации | ||||||||||||||||||||||||
| Ф04 | БГУИ.01188.00001 ТЛ | Титульный лист | ||||||||||||||||||||||
| Ф06 | БГУИ.10188.00001 МК | Маршрутная карта | ||||||||||||||||||||||
| Ф08 | БГУИ.20188.00001 КЭ | Карта эскизов | ||||||||||||||||||||||
| Ф10 | БГУИ.30196.00001 КК | Комплектовочная карта | ||||||||||||||||||||||
| Ф12 | БГУИ.40198.00001 ВТД | Ведомость технолог. докум. | ||||||||||||||||||||||
| Ф14 | БГУИ.42188.00001 ВО | Ведомость оснастки | ||||||||||||||||||||||
| Дубл. | Взам. | Подл. | Разраб. | Кашко В.В. | ||||||||||||||||||||
| Проверил | Бондарик В. М. | |||||||||||||||||||||||
| Нач. бюро | ||||||||||||||||||||||||
| Согл. БМН | ||||||||||||||||||||||||
| Н. контр. | Собчук Н.С. | |||||||||||||||||||||||
| ВТД | ||||||||||||||||||||||||
Продолжение приложения Г
Пример заполнения комплектовочной карты
| БГУИ.01188.00001 | |||||||||||||||||||||||||||||
| БГУИ.406124.001 | —— | БГУИ.30196.00001 | |||||||||||||||||||||||||||
| Сигнализатор концентрации паров аммиака | О | ||||||||||||||||||||||||||||
| В | Цех | Уч. | РМ | Опер. | Код, наименование операции | ||||||||||||||||||||||||
| Л/М | Поз. | Наименование детали, сборочной единицы или материала | |||||||||||||||||||||||||||
| Н/М | Обозначение | ОПП | ЕВ | ЕН | Кп | Н. расх. | |||||||||||||||||||||||
| Я | Раз. П. | Общ. П. | Такт. П. | ||||||||||||||||||||||||||
| В02 | 2 010 8831 Установка модуля питания | ||||||||||||||||||||||||||||
| Л03 | 1 Модуль питания | ||||||||||||||||||||||||||||
| Н04 | АРС 6.122.001 шт 1 1 | ||||||||||||||||||||||||||||
| Л05 | 2 Основание | ||||||||||||||||||||||||||||
| Н06 | АРС 8.074.002 шт 1 1 | ||||||||||||||||||||||||||||
| Л07 | 3 Винт самонарезной 4х8.05 | ||||||||||||||||||||||||||||
| Н08 | ГОСТ 10620-80 шт 1 4 | ||||||||||||||||||||||||||||
| Л09 | 4 Шайба 4.04.016 | ||||||||||||||||||||||||||||
| Н10 | ГОСТ 10450-78 шт 1 4 | ||||||||||||||||||||||||||||
| В12 | 3 015 8831 Установка выключателя | ||||||||||||||||||||||||||||
| Л13 | 1 Втулка предохранительная резиновая 6-6 | ||||||||||||||||||||||||||||
| Н14 | ГОСТ 19421-74 шт 1 1 | ||||||||||||||||||||||||||||
| Л15 | 2 Выключатель сетевой | ||||||||||||||||||||||||||||
| Н16 | tip 8600 SPST шт 1 1 | ||||||||||||||||||||||||||||
| В18 | 4 020 8831 Установка шнура сетевого | ||||||||||||||||||||||||||||
| Л19 | 1 Шнур сетевой с евровилкой | ||||||||||||||||||||||||||||
| Н20 | AC-162 шт 1 1 | ||||||||||||||||||||||||||||
| Л21 | 2 Стяжка для кабеля CCCV-CV-075 | ||||||||||||||||||||||||||||
| Н22 | UL94V-2 шт 1 1 | ||||||||||||||||||||||||||||
| Л23 | 3 Скоба для кабеля (Rвн 6 мм) | ||||||||||||||||||||||||||||
| Н24 | NF 1, 2 шт 1 1 | ||||||||||||||||||||||||||||
| Л25 | 4 Лепесток 1-2-3,2х12-05 | ||||||||||||||||||||||||||||
| Н26 | ГОСТ 22376-77 шт 1 1 | ||||||||||||||||||||||||||||
| Дубл. | Взам. | Подл. | Разраб. | Егоров И.В. | |||||||||||||||||||||||||
| Проверил | Бондарик В.М. | ||||||||||||||||||||||||||||
| Т. Контр. | Ланин В.Л. | ||||||||||||||||||||||||||||
| Изм | Лист | № докум. | Подп. | Дата | Н. контр. | Сидоров А.Н. | |||||||||||||||||||||||
| КК | |||||||||||||||||||||||||||||
Продолжение приложения Г
Пример заполнения операционной карты
| БГУИ.01188.00001 | |||||||||||||||
| БГУИ.406124.001 | —— | БГУИ.60188.00001 | |||||||||||||
| Контроллер | О | ||||||||||||||
| В | Цех | Уч | РМ | Опер | Код, наименование операции | ||||||||||
| Г | Обозначение документа | ||||||||||||||
| Д | Код оборудования | Наименование, модель оборудования | |||||||||||||
| Е | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тп.з. | Тшт. | ||||
| Л/М | Наименование детали, сборочной единицы или материала | ||||||||||||||
| Н/М | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н.расх | |||||||||
| В02 | 5 020 8870 Установка и пайка резисторов | ||||||||||||||
| Г03 | БГУИ.25188.00001, ИОТ для слесаря-сборщика РЭА | ||||||||||||||
| Д04 | Стол рабочий СМ–5 | ||||||||||||||
| Е05 | 03 14544 4 1 1 1 1,0 5 7,56 | ||||||||||||||
| Т06 | Пинцет ГОСТ 21241-89 | ||||||||||||||
| Т07 | Кусачки монтажные ГОСТ 24244-87. | ||||||||||||||
| Т08 | Паяльник ПВНРС 65-42 | ||||||||||||||
| О09 | 1. Извлечь плату из тары и установить в приспособление. | ||||||||||||||
| О10 | 2. Установить резисторы R50…R65, R72…R76 на плату согласно чертежу. | ||||||||||||||
| О11 | 3. Паять резисторы припоем ПОС-61 ГОСТ 21931-76. | ||||||||||||||
| О12 | 4. Проверить внешним осмотром качество пайки. | ||||||||||||||
| О13 | 5. Заполнить сопроводительную документацию и отправить изделие | ||||||||||||||
| по маршруту. | |||||||||||||||
| Дубл. | Взам. | Подл. | Разраб. | Егоров И.В. | |||||||||||
| Проверил | Бондарик В.М. | ||||||||||||||
| Т. Контроль | Ланин В.Л. | ||||||||||||||
| Согл. БМН | |||||||||||||||
| Изм | Лист | № докум. | Подп. | Д |
|
|
|

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

