

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Оснащения врачебно-сестринской бригады.
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Необходимо отметить, что форма кривой нормального распределения полностью определяется величиной s.
у – плотность вероятности
Чем меньше величина s, тем более остроконечную форму имеет кривая нормального распределения. s1<s2<s3
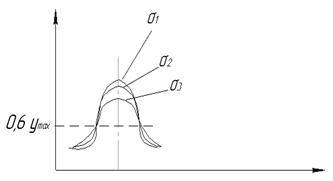
Кривая нормального распределения имеет симметричную форму с точками перегиба при значениях х=±s, уровень точки перегиба у=0,6уmax. Максимальное значение  при х=0
при х=0
N – общее количество отклонений
ni – частота в i-м интервале
k – количество интервалов
Площадь, ограниченная кривой распределения в пределах от –¥ до +¥ описывается выражением
Любой другой интеграл при x1<x<x2 определяет долю случайных величин, укладывающихся в эти пределы и всегда меньше единицы. Погрешность не будет отличаться больше, чем на ±х. Для технологических расчётов этот интеграл удобнее выразить как
Значение приведенного интеграла будет определяться функцией от z

Эта функция протабулирована, то есть её значения при различных z подсчитаны и сведены в таблицу*. Анализ табличных значений функции Ф(z) показывает, что в интервале z= ±3 (х= ±3s) располагаются 99,73% всех величин. Таким образом, если 6s не превышает допуска на контролируемый параметр, то возможна работа без брака, в противном случае он неизбежен.
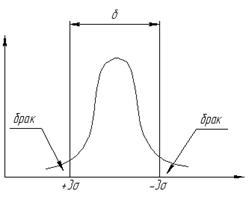
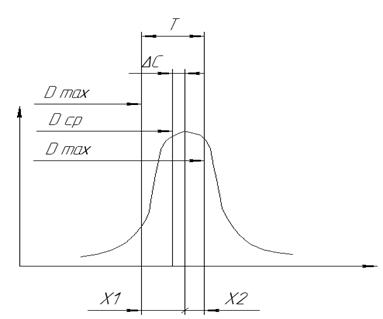
Наличие Dс=Dср-Dср доп свидетельствует о том, что настройка оборудования выполнена с ошибкой, поэтому среднее значение поля рассеивания (центра рассеивания) не совпадает со средним значением по полю допуска.
Допустимое отклонение параметра D направлено в сторону уменьшения, то есть х1 определится как разность среднего и минимально допустимого значения D
x1=Dср-Dmin доп=Т/2+Dс

По этому значению z определяют табличное значение функции Ф(z1).
Тогда вероятностный процент брака в сторону уменьшения значения контролируемого параметра определится как Pz1=0,5(1-Ф(z1)) 100%.
Аналогично определяется относительное отклонение в сторону увеличения параметра
x2=Dmax доп-Dср=Т/2-Dс.

Pz2=0,5(1-Ф(z2))100%.
════════════════════════════════════════
По расположению кривой относительно допуска и т.д. можно определить категорию брака: исправимый или неисправимый.
Рассмотрим пример:
1) Дано:
вал  мм
мм
σ=0,005 мм
а) Т=0,025 мм
Псл=6σ=6.0,03 мм → работа без брака невозможна
б) определить процент брака при настройке без ошибки (ΔС=0)

в) определить средний диаметр, на который нужно настроить станок, чтобы исключить появление неисправимого брака, определить процент исправимого брака
необходимо иметь отклонение в сторону уменьшения диаметра вала!
 мм – условие работы без брака
мм – условие работы без брака
 мм
мм
 мм
мм
F(z2)=0,4772 – половинное значение

2) Дано
вал D=20-0,1
нормальное распределение с σ=0,025 мм
вершина кривой распределения смещена на ΔС=0,03 мм
Определить процент годных деталей
═════════════════════════════════════
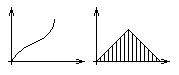
Для оценки точности технологических процессов применяются не только кривые нормального распределения.
Если при выполнении какой-либо операции имеет место ярко выраженная систематическая переменная погрешность (размерный износ инструмента), то её оценивают с помощью кривой равной вероятности
Если же при выполнении операции имеет место совместное действие, скажем, размерного износа и увеличение силы резания в процессе затупления инструмента, распределение происходит по закону Симпсона или треугольника
Оценка точности с помощью кривых распределения является универсальным методом, то есть он применяется для оценки различных процессов. Использование данного метода позволяет дать оценку точности физического процесса и ее соответствие заданным допускам, сравнить процессы по точности, выявить стабильность и влияние факторов.
Недостатком метода является его направленность в прошлое, то есть точность оценивается уже после изготовления партии деталей. Не учитывается последовательность обработки детали, влияние и постоянных, и переменных погрешностей выявляется как рассеивание размеров. Метод исключает возможность оперативного вмешательства в ТП с целью повышения точности, а также не выявляет физической сущности факторов, влияющих на точность.
С точки зрения увеличения точности процесса он недостаточно пригоден.
В крупносерийном и массовом производстве для оценки точности применяют точечные и точностные диаграммы.
На точечной диаграмме отмечается контролируемый параметр деталей после выполнения конкретной операции. Для сокращения длины диаграммы иногда контролируют и проставляют размеры для группы деталей. В некоторых случаях отмечается средний параметр группы деталей.
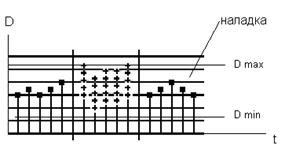
Псл – случайная сумманрная погрешность параметра
m – количество элементов в выборке
Точечные диаграммы достаточно просто преобразуются в точностные. На точностных диаграммах проставляется среднее значение параметра группы деталей, среднеквадратическое отклонение (в плюс и в минус), а также максимальное и минимальное значение контролируемого параметра в данной группе деталей. По поведению средней величины и изменению величины поля рассеивания судят об устойчивости и стабильности ТП. Считается, что ТП стабильный и устойчивый, если амплитуда колебания W и хср не превышает (0,4-0,5)Т допуска на данный параметр, то есть ТП может быть устойчивым и стабильным, неустойчивым и стабильным и т.д.
Смещение центра группирования погрешностей говорит о нестабильности процесса.
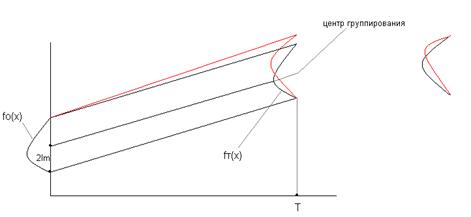
 - уравнение, описывающее систематическую погрешность.
- уравнение, описывающее систематическую погрешность.
В более общем случае наряду со смещением центра группирования погрешности происходит изменение распределения.
σ – характеристика кривой
Считается,что техпроцесс стабилен и устойчив, если амплитуда колебаний средних значений и поля рассеивания не превышают (0,4…0,5)Т.
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!