Длительность произв.цикла для простого процесса зависит от режима работы предприятия и включает в себя длительность технол-го цикла, длительность перерывов и длительность естественных процессов, кот-ые предусмотрены технологией.
Тп = (Тт + Тмо)*Кпер + (1/24)*Тест
Тест – длительность естественных процессов, ч., Кпер – коэф-т перевода в календарные дни, Тмо – длит-сть межоперационных перерывов, Тт – длительность технол-го цикла.
Основные пути сокращения произв.цикла определяются содержанием затрат времени на его выполнение.Т.о. основными путями сокращения явл-тся:1. снижение затрат времени на основные технолог. операции; 2. совершенствование организации производства; 3.сокращение затрат времени на транспортные, складские, контрольные операции и протекание естественных процессов.
1.снижение трудоемкости осн.технол.операций существенно влияет на длительность цикла, но это влияние при различных видах движения предметов труда по операции не однозначно.
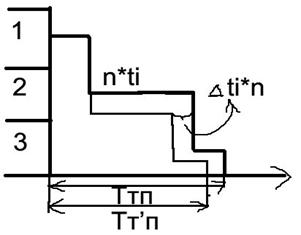 ∆Ттп = ∆ti * n (последовательный вид) – больше эффект при сокращении самой трудоемкой операции.
∆Ттп = ∆ti * n (последовательный вид) – больше эффект при сокращении самой трудоемкой операции.
При последовательном виде движения уменьшение длительности любой операции приводит к сокращению длительности цикла на величину пропорциональную снижению трудоемкости и объема производства.
 Параллельный вид – а) ∆Ттпар = nт * ∆ti; б) ∆Ттпар = n * ∆tmax. nт – объем транспортной партии, n – объем произв.партии.
Параллельный вид – а) ∆Ттпар = nт * ∆ti; б) ∆Ттпар = n * ∆tmax. nт – объем транспортной партии, n – объем произв.партии.
а) изменение любой операции, кроме самой трудоемкой вызывает изменение длительности цикла на величину пропорциональную величине транспортной партии; б) уменьшение продолжительности трудоемкой (главной) операции, если при этом она остается главной, циклы уменьшаются на величину пропорциональную объему производства в целом. Это позволяет сократить затраты больше в число раз равное числу транспортных партий.
При параллельно-последовательном виде движения для оценки эффективности необходимо рассмотреть соотношение продолжительности операционных циклов смежных операций.
а) t i-1 < t i < t i+1, ∆Ттп-п = nт * ∆ t i ; б) t i-1 < t i > t i+1, ∆Ттп-п = n * ∆ t i
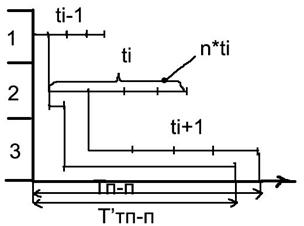
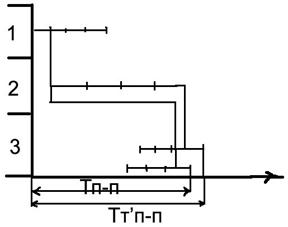
в) t i-1 > t i > t i+1, ∆Ттп-п = nт*∆ t i ; г) t i-1 > t i < t i+1, -∆Ттп-п = (n – 2nт)*∆t i


г) Для парал-последоват. вида движений ускорение коротких операций, т.е. наименьших среди соседних смежных приводит к увеличению выработки на этих операциях, но вызывает потери в производстве из-за увеличения длительности производ. цикла совокупного процесса.
Изменение трудоемкости возможно за счет совершенствования конструкции и технологии её производства: 1)выбор рациональной заготовки; 2)использование более совершенного инструмента; 3) механизация и автоматизация процессов и др.
2.совершенствование процессов транспорт-вки, складирования, контроля: а) совмещение этих операций во времени с процессами обработки и сборки: б) использование современных методов контроля и диагностики; в) переход к статистическим методам контроля качества и регулирования тех. процессов, обеспечивающих замену сплошного контроля на выборочный; г) автоматизация и механизация внутрицехового транспорта, что не только сокращает затраты времени, но и снижает или полностью устраняет пролёживание предметов тр.
Существенно сократить произв.цикл можно за счет снижения времени естественных процессов.
3. Организационные пути сокращения длительности процесса могут применяться относительно выбора разных форм организации и выбора значений отдельных параметров произв.процесса. Выбор организационных путей зависит от содержания произв.процесса.
Применительно к производству одного изделия сократить затраты времени можно за счет концентрации операции и многоинструментальной обработки. При этом сокращаются затраты времени не только на тех. процесс, но и уменьшаются затраты, связанные с транспортировкой предметов труда, т.к. обработка осуществляется с одной установкой детали.
Для партии одинаковых изделий эффективно замена последовательных видов движений предметов труда. Паралл-послед. вид обладает преимуществом по сравнению с паралл. видом движений из-за более полной загрузки оборудования поскольку станки работают без перерывов. Однако имеют большие затраты времени совокупного процесса.
Для снижения затрат времени при парал-послед.виде можно исп-ть св-во, кот. заключается в том, что последоват-сть операций при парал-послед.виде влияет на длит-сть совокупного процесса.

Если технология изготовления позволяет осуществить перестановку технол-их операций, то рекомендуется упорядочить их последовательность т.о., что операционные циклы по операциям монотонно изменялись при одном экстремуме на какой-либо из них.
Чтобы увеличить степень параллельности работ независимо от вида движения необходимо увеличивать число рабочих мест. На длительность параллельных процессов существенное влияние оказывает размер транспортной партии. Её уменьшение позволяет сократить произв. цикл. В условиях поточного произ-ва, где оборудование расположено по ходу технолог.процесса чаще всего целесообразна поштучная передача предметов труда.
Для обработки в подразделении партии разных предметов труда длительность совокупного произв.цикла во многом определяется порядком их запуска в обработку.
Оптимизации произв.цикла за счет очередности запуска представляется собой задачу составления расписания. Решение оптимизационной задачи м. осущ-ся след.методами: метод полного перебора, линейного программ-я, динамического программ-я и др. Такие методы применяются когда рассматривается задача с небольшим кол-вом параметров. Если рассматривается небольшая партия изделий с небольшим кол-вом операций в тех.процессе, то для её решения можно исп-ть алгоритм Беллман-Джонсона. Суть алгоритма: первой в обработку запускается деталь, имеющая min-ое время на операцию, а последняя – имеющая min-ое время на последней операции. После исключения из очереди этих деталей, для оставшихся в очереди применяют тоже правило. Для решения задач с большим кол-вом параметров можно исп-ть: 1) метод неполного перебора, в котором возможные варианты выбираются случайным образом; 2) методы последовательного конструирования – они основаны на формировании всех возможных вариантов, отсеивании некоторых из них и оценки оставшихся, что позволяет получить близкое к оптимальному решение (осущ-ся в виде графа или дерева); 3) эвристические методы формирования произв.процесса для партий различных деталей. Эти методы основаны на исп-ии правил- предпочтения, кот. опр-ют выбор предметов труда из очереди для запуска их в обработку на оборудовании где образовалась такая очередь; 4) имитационное моделирование. Им. модель позволяет оценивать состояние каждого эл-та эк-ого объекта в любой момент времени, решать задачи анализа и синтеза, получать информацию для построения регрессионных моделей и т.д.







