3.2.13. Для сварки таких соединений должны применяться термитные патроны марки ПАТ. При выборе патронов следует иметь в виду, что маркировка их соответствует максимальному суммарному сечению свариваемых жил.
3.2.14. При подготовке жил к сварке следует:
а) снять с их концов изоляцию на длине:
| Сечение жил, мм2
|
| 95 - 120
| 150 - 185
|
|
| Длина снимаемой изоляции, мм
|
|
|
|
|
б) зачистить и обезжирить жилы;
в) концы соединяемых жил собрать в общий пучок, плотно связать у среза изоляции бандажом из двух - трех витков проволоки и плоскогубцами придать пучку круглую форму, после чего жилы установить и закрепить в вертикальном положении;
г) присадочную проволоку подготовить как указано в п. 3.1.15 и нанести на нее слой флюса, разведенного водой.
3.2.15. На скрутку жил необходимо надеть алюминиевую втулку и затем термитный патрон; при этом кокиль патрона должен выступать вниз не менее, чем на 7 мм. Снизу кокиль следует уплотнить подмоткой асбестовым шнуром (рис. 3.11). Затем должен быть удален временный бандаж и вместо него установлен охладитель.
На торцы свариваемых жил необходимо нанести тонкий слой флюса ВАМИ. В кокиль термитного патрона до его верхних кромок засыпать присадку (кусочки) и поверх нее нанести небольшое количество флюса ВАМИ. Кокиль патрона следует прикрыть кусочком листового асбеста, который снимают перед перемешиванием расплавленного металла.
3.2.16. Дальнейшие операции по сварке (поджигание патрона и т.д.) должны выполняться как указано в пп. 3.2.8 - 3.2.11.
Дуговая сварка
3.3.1. При монтаже проводов и кабельных линий дуговые методы сварки следует применять, как правило, для оконцевания жил наконечниками типа Л.
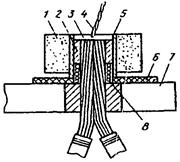
Рис. 3.11. Термитная сварка алюминиевых проводов по торцам
1 - термитный муфель; 2 - алюминиевая втулка; 3 - провод; 4 - пруток присадочный;
5 - кокиль; 6 - подкладка асбестовая; 7 - охладитель (клещи); 8 - шнур асбестовый
Для выполнения этих работ рекомендуется:
а) полуавтоматическая сварка плавящимся электродом в среде аргона;
б) ручная сварка неплавящимся вольфрамовым электродом в среде аргона.
Допускается также ручная сварка угольным электродом с применением флюса.
3.3.2. Для полуавтоматической сварки алюминия в среде аргона предназначен полуавтомат типа ПРМ-4 в качестве источника сварочного тока к этому полуавтомату рекомендуются сварочные выпрямители ВДГ-303, ВДУ-505, ВДУ-506. После несложного переоборудования сварка алюминия может выполняться также полуавтоматами, предназначенными для сварки стали в среде углекислого газа: ПДГ-312, ПДГ-508, ПДГ-515 и др.; эти полуавтоматы поставляются полностью укомплектованными.
3.3.3. Для ручной сварки алюминия в среде аргона промышленностью выпускаются комплектные установки типов УДГУ-301 и УДГ-501-1.
3.3.4. При дуговых методах сварки следует применять также слесарные инструменты: пассатижи универсальные, отвертку, молоток, напильник, металлическую щетку.
Материалы, необходимые при сварке в среде аргона, приведены в табл. 3.4.
3.3.5. Ручная сварка угольным электродом применяется, как правило, при оконцевании жил сечением 300 мм и более.
Для выполнения сварки необходимы лишь источник постоянного сварочного тока, например, сварочные выпрямители ВД-201, ВД-306, ВД-401, ВДУ-505, ВДУ-506 или сварочные агрегаты типа АСБ, а также держатель для угольного электрода.
3.3.6. В качестве материалов при сварке вместо указанных в таблице вольфрамовых электродов могут применяться электроды угольные диаметром 10 - 15 мм по ТУ 16-757.034-86, а вместо аргона - флюс ВАМИ, который непосредственно перед сваркой следует развести водой до пастообразного состояния и нанести кисточкой на поверхность присадочного прутка.
Таблица 3.4
| Материал
| ГОСТ или ТУ
| Назначение
|
| Проволока сварочная алюминиевая марки СВАК* диаметром
| | |
| 1,2 - 2 мм
| ГОСТ 7871
| Плавящийся электрод при полуавтоматической сварке
|
| 3 - 6 мм
| | Присадка при ручной сварке
|
| Аргон чистый газообразный**
| ГОСТ 10157
| Защита зоны сварки от воздуха
|
| Электроды вольфрамовые марки ЭВИ-1
| ГОСТ 23949
| Неплавящийся электрод при ручной сварке
|
| Наконечники меднографитовые марки КТП ДГр9
| ТУ 16-538.39-89
| Токосъемные элементы в сварочной горелке
|
| Бензин или ацетон
| ГОСТ 1012
ГОСТ 260
| Обезжиривание свариваемых кромок
|
| Ветошь обтирочная
| ОСТ 6346
| Очистка и обезжиривание мест сварки
|
_____________
* Проволока для полуавтоматической сварки должна быть обработана химически согласно приложению 14. Присадка для ручной сварки должна быть обезжирена и очищена.
** Аргон поставляется в стальных баллонах емкостью 40 л под давлением 150 атм.
3.3.7. При подготовке к сварке необходимо:
а) удалить изоляцию с концов жил на длине:
| Сечение жилы, мм2
| 16 - 25
| 35 - 50
| 70 - 95
| 120 - 150
| 185 - 240
|
| Длина снимаемой изоляции, мм
|
|
|
|
|
|
| Сечение жилы, мм2
| 300 - 400
| 500 - 800
| 1000 - 1500
|
б) зачистить и обезжирить жилу и наконечник;
в) установить на жиле охладитель у среза изоляции;
г) насадить на жилу наконечник;
д) закрепить на жиле зажим обратного сварочного провода и установить свариваемый узел в вертикальном положении;
е) при необходимости на гильзу наконечника надеть формующую втулку, графитовую или стальную.
3.3.8. Приварка наконечника к жиле должна производиться точечным швом. В зависимости от сечения жилы силу тока следует устанавливать в пределах от 80 до 250 А. Сварочную дугу необходимо возбуждать на торце жилы и затем перемещать ее по спирали от краев к центру, обеспечивая плавление гильзы наконечника и проволок жилы. Сварку следует завершать в центре сварочной точки. Примеры выполнения сварки показаны на рис. 3.12.

Рис. 3.12. Аргоно-дуговая сварка при оконцевании жил наконечниками типа Л
1 - охладитель-токопровод; 2 - жила кабеля; 3 - наконечник; 4 - формующая втулка;
5 - ручная горелка с вольфрамовым электродом; 6 - присадочный пруток;
7 - горелка полуавтомата; 8 - сварной шов.








