При изготовлении изделий методом литья под давлением резиновая смесь в виде пластичной разогретой массы впрыскивается в предварительно замкнутую форму. Пресс-форма заполняется через литник подготовленным материалом с помощью червяка, который в это время выполняет функции плунжера и движется вперед. В процессе впрыска резиновая смесь дополнительно разогревается, проходя через узкий капал литника с большой скоростью; ее температура приближается к температуре вулканизации. В подогреваемой пресс-форме быстро проходит вулканизация, и готовое изделие после раскрытия формы выталкивается из нее. Одновременно происходят пластикация и разогрев следующей порции резиновой смеси с помощью вращающегося червяка, движущегося в обратном направлении, и нагревателей инжекционного цилиндра. Питание машины осуществляется резиновой лентой.
Процесс литья под давлением не требуют точные по массе заготовки; сокращается по времени стадия вулканизации, и изделия получаются высокого качества.
Основная сложность, возникающая при литье под давлением резиновых смесей, заключается в создании таких температурных условий процесса, при которых исключалась бы подвулканизация резиновой смеси в цилиндре; при этом смесь должна разогреваться до температуры, обеспечивающей ее высокие пластичность и текучесть, чтобы оформление изделия происходило без дефектов и больших остаточных напряжений в материале.
Сейчас созданы полностью автоматизированные машины для литья резиновых смесей под давлением.
Литьевая машина состоит из прессового узла смыкания формы и инжекционного узла (узла подготовки и впрыска резиновой смеси), привода и системы управления. Она предназначена для автоматического изготовления изделий методом литья под давлением.
Машины для литья под давлением бывают однопозиционные и многопозиционные.
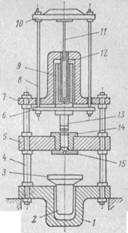
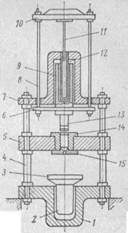
Однопозиционная литьевая машина.
Узел смыкания состоит из двух плит и, соединенных колоннами, силового гидроцилиндра смыкания, поршня и подвижной плиты с полуформой. Вторая, неподвижная полуформа устанавливается на неподвижной плите.
Узел впрыска состоит из материального цилиндра с системой терморегулирования, загрузочного устройства, плунжераи силового гидроцилиндра с подводящими рабочую жидкость трубопроводами. В цикле работы машины первой операцией является смыкание полуформ под действием поршня цилиндра смыкания, перемещающегося за счет давления рабочей жидкости в цилиндре. После смыкания полуформ узел впрыска перемещается до упора материального цилиндра в полуформу. В силовой гидроцилиндр впрыска подается давление, и плунжер вытесняет порцию резиновой смеси из материального цилиндра в форму. Как только произойдет отверждение (вулканизация) материала в литнике, соединяющем сопло материального цилиндра с полостью формы (литник обогревается, как и вся форма при литье резиновых смесей), узел впрыска отойдет в исходное положение. В силовой цилиндр впрыска будет подано давление для отвода поршня, а вместе с ним и плунжера впрыска в исходное положение. Форма остается сомкнутой до полной вулканизации материала в ее полости, после чего при переключении направления подачи давления в силовом цилиндре смыкания подвижная плита с полуформой отходит от неподвижной. Движением специальных выталкивателей изделие сбрасывается из полуформы на поддон. На этом цикл заканчивается, и машина готова для проведения следующего цикла.
|
|







