Технологический процесс формирования корпуса ПЛ на построечном месте разрабатывается на основе материалов, изложенных в курсе лекций и в соответствии с [1]. При разделении корпуса ПЛ на блоки следует учесть их конструктивную завершенность и возможности широкого использования модульно- агрегатных методов формирования корпуса и монтажа оборудования. Определить места расположения припусков на выполнение сборочных и монтажных операций (20…30 мм), на усадку сварных швов и по технологическим разрезам и торцам блоков на установку переборок-заглушек (30…50 мм). Определить массу блоков, выбрать тип стапельных опорно-транспортных устройств и выполнить расчет их количества с разработкой схемы их размещения под корпусом в соответствии с [2]. Установить последовательность подачи блоков на построечное место и разработать технологию их установки и проверки. Разработать технологию сборки монтажных соединений и выполнить расчет трудоемкости сборки и сварки кольцевых монтажных стыков.
Расчет должен включать следующие основные работы:
- установку и раскрепление блоков на опорно-транспортные устройства;
- проверочные работы по выравниванию блоков;
- расцентровку и снятие замеров с нанесением контрольных линий;
- стыкование обшивки;
- сварка кольцевых межблочных стыков.
При расчете трудоемкости сборки и сварки применить нормативы, представленные в таблицах 2.7, 2.8, 2.9, 2.10 настоящего пособия. Для расчета трудоемкости сварки необходимо знать число одновременно работающих на кольцевом стыке сварщиков и пространственное положение сварки. Суммарная трудоемкость работ по формированию корпуса на построечном месте определяется как:
Т=Σ Тi
где Тi – трудоемкость выполнения отдельных операций.
Продолжительность формирования корпуса определяется по формуле
П= Т/р α 8 (смен)
где: р – число рабочих в бригаде;
α – коэффициент выполнения норм(α = 1,05…1,15);
Для выполнения работ по формированию корпуса состав бригады судосборщиков 6…10 человек, проверщиков 4…6 человек.
При определении числа сварщиков следует исходить из блочного метода сварки «дуга в дугу», при котором на каждого сварщика приходится сварочный блок длиной 1,5…2 метра.
Трудоемкость установки блоков основного корпуса ПЛ на построечном месте (н/час на 1 блок).
Таблица 2.7
| Наименование операций
| Параметры блока
|
| Диаметр блока,
Д, м.
|
Длина блока L, м
|
|
|
|
|
| Установка и
раскрепление
|
|
| 23,6
| 27,2
|
|
|
| 24,7
| 28,4
|
|
|
| 25,6
| 29,6
|
| Проверка
положения
|
|
| 9,2
| 9,8
|
|
| 8,3
| 9,6
| 10,2
|
|
| 8,6
| 10,0
| 10,6
|
| Центровка и
снятие замеров
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Нанесение контрольных линий
| 6, 8, 12
| 12,7
| 14,7
| 16,7
|
Стыкование блоков прочного корпуса (н/час на 1 п/м) Таблица 2.8.
| Толщина
кромок S, мм
|
|
|
|
|
|
|
|
|
|
|
|
|
| Цилиндрическая поверхность
| 2,88
| 2,97
| 3,06
| 3,15
| 3,24
| 3,32
| 3,42
| 3,51
| 3,60
| 3,69
| 3,78
| 3,87
|
| Коническая
поверхность
| 3,40
| 3,46
| 3,52
| 3,58
| 3,64
| 3,70
| 3,76
| 3,82
| 3,88
| 3,94
| 4,00
| 4,06
|
Ручная сварка с Х-образной разделкой кромок методом «дуга в дугу» с усилением шва (н/час на 1 п/м).
Таблица 2.9
| Толщина
кромок S, мм
|
|
|
|
|
|
|
|
|
|
|
|
|
| Расположение шва
| Нижнее
| 4,03
| 4,48
| 5,0
| 5,61
| 6,12
| 6,72
| 7,27
| 7,82
| 8,37
| 8,89
| 9,41
| 9,9
|
| Вертикальное
| 5,88
| 6,62
| 7,4
| 8,13
| 8,91
| 9,69
| 10,6
| 11,4
| 12,3
| 13,1
| 13,9
| 14,7
|
| Потолочное
| 7,10
| 8,15
| 9,3
| 10,0
| 10,8
| 12,0
| 12,8
| 13,8
| 14,8
| 16,0
| 17,2
| 18,4
|
Норма времени дана на сварку с одной стороны. При двухсторонней сварке результат удваивается.
После определения продолжительности отдельных видов работ строится территориальный график, определяющий последовательность формирования корпуса и суммарную продол-жительность работ. По оси абсцисс в принятом масштабе откладывается длина корпуса ПЛ и схема разделения его на блоки с учетом обеспечения агрегатно-модульных принципов монтажа оборудования, предусматривающих наличие открытого торца с одной стороны для каждого блока. По оси ординат вниз откладывается продолжительность выполнения отдельных видов работ по формированию корпуса. В территориальный график включается только основная, определяющая номенклатура работ. В основную номенклатуру работ для каждого блока входят: раскрепление поданного на построечное место блока (1.1), проверка его положения (1.2), снятие замеров (1.3), нанесение контрольных линий (1.4), стыкование кромок (1.5), сварка монтажного кольцевого стыка (1.6).
Пример графика представлен на рис.2.1.
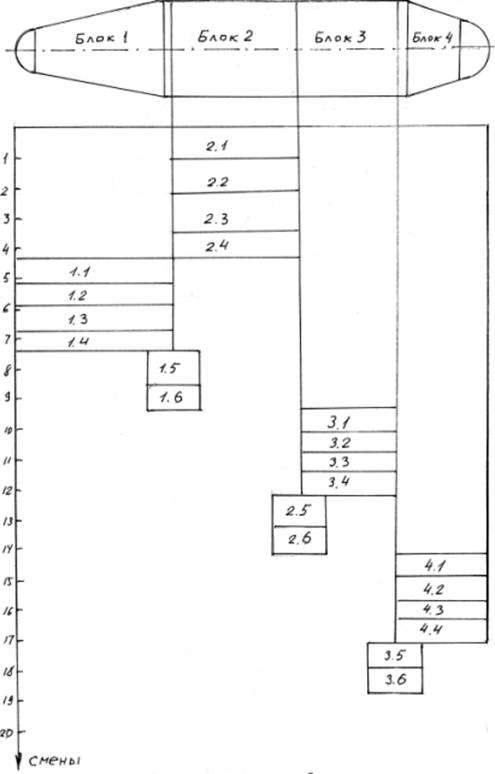
Рис. 2.1. Территориальный график.
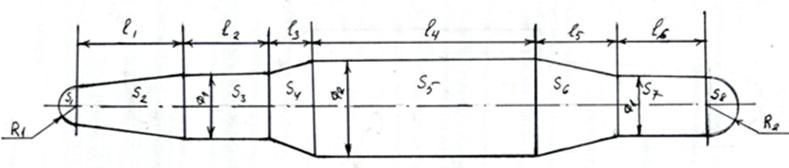
ВАРИАНТЫ ЗАДАНИЙ НА КУРСОВОЙ ПРОЕКТ
| Вариант
| R1
| R2
| Ø1
| Ø2
| l1
| l2
| l3
| l4
| l5
| l6
| S1
| S2
| S3
| S4
| S5
| S6
| S7
| S8
| Lл
| Bл
| ШП
| Размерность
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| R
| М
|
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| R
| М
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Ø
| М
|
|
|
| 4,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Ø
| М
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| l
| М
|
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| l
| М
|
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3,2
|
| l
| М
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| l
| М
|
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3,2
|
| l
| М
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| l
| М
|
|
|
| 4,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| s
| мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| s
| мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,6
|
| s
| мм
|
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| s
| мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| s
| мм
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| s
| мм
|
|
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| s
| мм
|
|
|
| 3,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3,2
|
| s
| мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| L
| М
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,4
|
| L
| М
|








