

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Для сборки и сварки листовых полотнищ нередко используют несложные поточные линии. Очередной лист с позиции листоукладчиком подают на сборочную позицию поточной линии, где его на прихватках присоединяют к ранее собранной части полотнища. Одновременно собранный до этого стык подвергается сварке под флюсом на портальной установке. Затем опирающееся на ролики полотнище транспортерным устройством перемещают на шаг, и цикл повторяется. Траверса с захватами служит для съема сваренного полотнища с помощью крана.
Огромный объем работ по изготовлению полотнищ и плоских секций заставляет использовать комплексно-механизированные линии с универсальным оборудованием, обеспечивающим выпуск изделий широкого диапазона и типоразмеров.
Характерный пример такой линии показан на рис.130
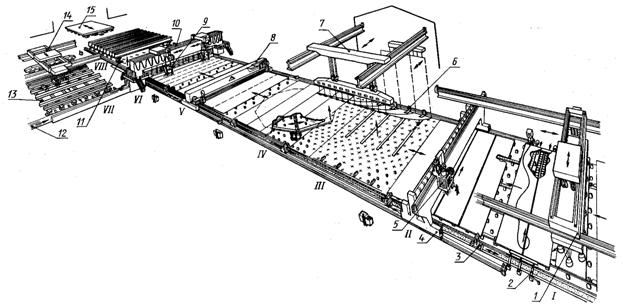
Рис.130. Комплексно-механизированная линия для изготовления плоских секций
Наличие большого числа неприводных роликов, во-первых, создает опорную поверхность для укладки собираемых и свариваемых элементов, а во-вторых, облегчает их передачу с одной позиции на другую. На позиции I листы из пакета по одному краном 1 подают на место сборки 2, оборудованное плоской подкладкой, по обе стороны которой располагаются магниты для прижатия кромок в вертикальном направлении. Кроме того, предусмотрены прижимы в плоскости листов для выравнивания стыка в продольном направлении. После прихватки очередного стыка полотнище сдвигают на ширину очередного листа, продолжая формировать его методом последовательного наращивания. Затем приводные каретки 3, перемещающиеся по направляющим вдоль одной стороны линии, захватывают кромку собранного полотнища и транспортируют его на позицию II сварки. Самоходный портал 4, перемещаясь по рельсам вдоль линии, выводит сварочную головку 5 на стык и обеспечивает ее переход с одного стыка на другой. Вдоль стыка головка движется по направляющим портала.
После сварки полотнища под флюсом с одной стороны его транспортируют на позицию Ш для переворота на 180°. При кантовке кран 7 поднимает одну кромку полотнища, а противоположную кромку передвигают в горизонтальном направлении специальные упоры 6, движущиеся по направляющим. Перевернутое полотнище возвращают на позицию II для сварки с обратной стороны, а затем транспортируют на позицию V для термической обрезки кромок. Резкуосуществляют одновременно с двух сторон полотнища внаправлении вдоль линии при движении портала 8 по рельсам. В случаенеобходимости обрезки другой пары кромок полотнищетранспортируют в обратномнаправлении на позициюIV, где егоприподнимают и поворачиваютна 90° вокругвертикальнойоси, а затемвозвращают напозицию V.
Готовое полотнищепоступает на позицию VI длясборки с набором главного направления. Для этого на позицииVII элементы набора краном 14 по одномуукладывают на цепи транспортирующего устройства, используемого вкачестве магазина.При выходе с транспортирующего устройства 13 ребро элемента набора переводится из горизонтального положения ввертикальное и с помощью специальной транспортирующей тележки 12 подается поперек ос новной линииниже направляющих неподвижного сварочного портала 10. Затем элемент набора опускается на поверхность ранее поданного полотнища,прижимается кнему вомногих местах прижимами балкипортала исваривается одновременно двумя угловыми швами наклонными электродами двух сварочных головок 9, перемещающихся по направляющим портала. Точное расположение первого элемента набора и шаг между элементами задается автоматически соответствующей настройкой устройства, транспортирующего полотнище.
Готовая плоская секция выдается на позицию VIII, где ее приподнимают над поверхностью опорных роликов гидравлическими подъемниками 11, расположенными по обеим сторонам линии, иопускают на многоосную тележку 15 для транспортирования к месту дальнейшей сборки.
Наяпонских верфях используют иную технологию изготовления плоских секций. Сборку решетки набора осуществляют на позиции I, сваривая автоматами угловые сочленения между элементами. Одновременно на позиции III собирают полотнище, выполняя стыковые соединения односторонней сваркой на медной подкладке. Сборка секции завершается на позиции II установкой решетки набора на полотнище споследующей приваркой ее методом гравитационной сварки на позиции IV.
В судостроении имеются примеры успешного применения роботов для дуговой сварки. Так, при использовании робота "Apprentice" фирмы "Unimatton" оператор вручную проводит руку робота по траектории сварки, программное устройство запоминает этот путь и затем, после снятия головки обучения, робот производит сварку по заданной программе. Особенностью робота является то, что скорость движения руки при его обучении не зависит or скорости сварки. Проведенные в Ленинградском кораблестроительном институте исследования показали эффективность использования такого робота при сварке ячеистых корпусных конструкций. Другим примером является разработанная и применяемая на судоверфи фирмы "Mitsubishi" транспортная система с роботом для приварки продольного и поперечного набора к полотнищам плоских секций. Робот пригоден для одновременного управления десятью сварочными аппаратами, каждый из которых выполняет горизонтальные угловые швы по периметру ячейки, образуемой набором.
|
|
|

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpediasu.com 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!