ВВОДНАЯ ЧАСТЬ
«Методические указания по проектированию штампов листовой штамповки для разделительных операций» разработаны вне Плана Государственной стандартизации Госстандарта СССР на основании БС 2887 от 19.12.1975 г.
Начало разработки — январь 1974 г.
Представление в Госстандарт СССР
на утверждение — февраль 1976 г.
Целью разработки является создание единых для машиностроения и приборостроения методических указаний, устанавливающих рекомендуемые нормы для технологических расчетов при проектировании штампов листовой штамповки для разделительных операций.
Основной задачей методических указаний по проектированию штампов является обеспечение единообразия расчета разделительных штампов, снижения трудоемкости проектирования и повышение надежности спроектированных штампов.
ОБЩИЕСВЕДЕНИЯ
Методические указания распространяются на штампы листовой штамповки для разделительных операций для получения деталей из металлических материалов в холодном состоянии.
В методических указаниях (разделы 1—9) приведены таблицы и формулы для расчетов штампов вырубки и пробивки, осуществляемой на прессах простого действия. Контроль размеров контура штампуемой детали при этом производится по блестящему пояску, а шероховатость среза не контролируется.
В разделе 10 методических указаний приведены нормы проектирования штампов чистовой вырубки и пробивки. Под чистовой вырубкой и пробивкой следует понимать операции листовой штамповки, осуществляемые на прессах тройного действия. Размеры контура и шероховатость поверхности при этом контролируются по всей толщине детали.
ШИРИНАПЕРЕМЫЧЕКПРИВЫРУБКЕ
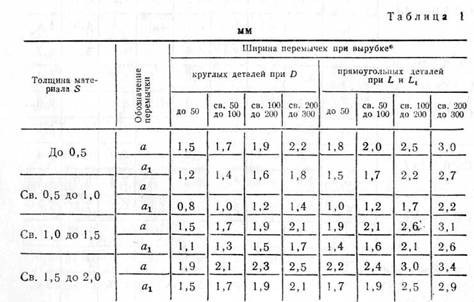
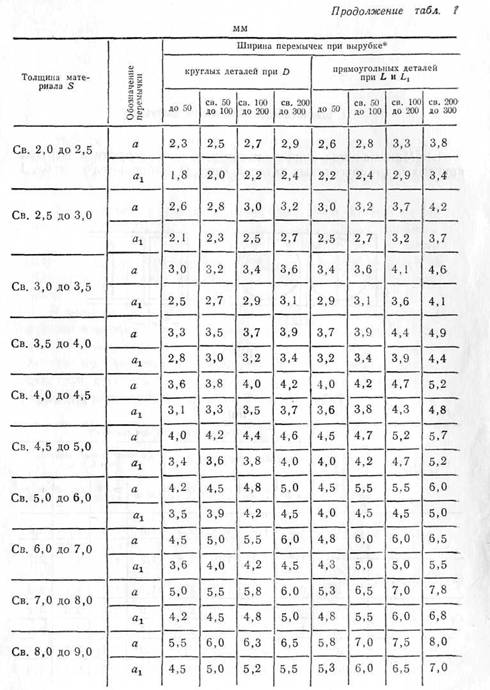
1.1. Минимальная ширина перемычек при однорядной вырубке круглых и прямоугольных деталей (рис. 1) выбираются по табл. 1


 * Значения ширины перемычек относятся ко всем случаям штамповки за исключением указанных в пп. 1.2—1.Т,
* Значения ширины перемычек относятся ко всем случаям штамповки за исключением указанных в пп. 1.2—1.Т,
1.2. При вырубке с Поворотом полосы ширину перемычек сле
дует увеличить на 50% по сравнению со значениями данных табл.1.
1.3. Ширину кромки, обрезаемую шаговым ножом, следует при
нимать равной значению перемычки аь как для прямоугольных
деталей.
1.4. Для магниевых сплавов данные значения ширины пере
мычек следует увеличить в 2 раза.
1.5. Для титановых сплавов данные значения ширины перемы
чек следует увеличить:
при штамповке сплавов ВТ1 —на 25—30%; яри штамповке сплавов ВТ5 — в 2 раза.
1.6. При необходимости в отдельных конструкциях штампов
допускается принимать ширину перемычек меньше значений, ука
занных в табл. 1.
1.7. Ширину перемычек при мно
горядной вырубке (рис. 2) сле
дует выбирать по табл. 1:
ах — исходя из размеров штампуемых деталей;
а —исходя из размера (A + D).
1.8. Ширину перемычек а\ при
разрезке (рис. 3) следует при
нимать не менее 3 мм.
3 Зак. 2892

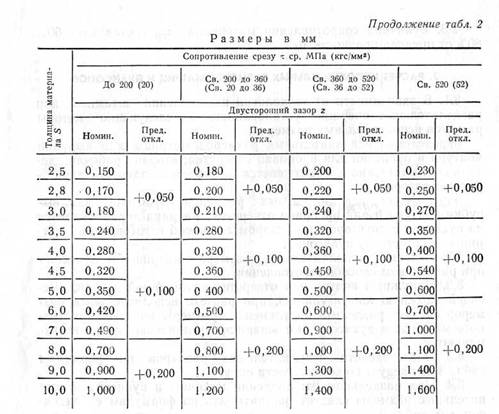
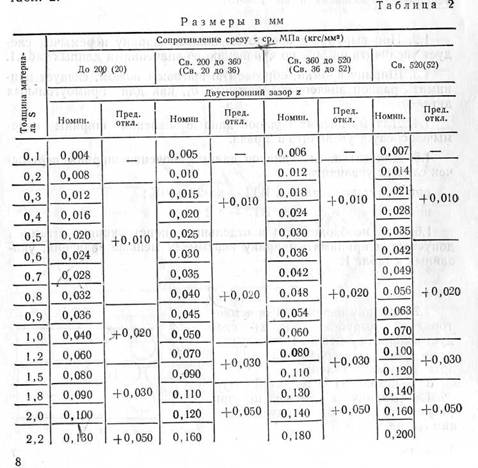
2. ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙИПУАНСОНОМ
2.1. Двусторонние зазоры при штамповке следует выбирать по
тябл 9.
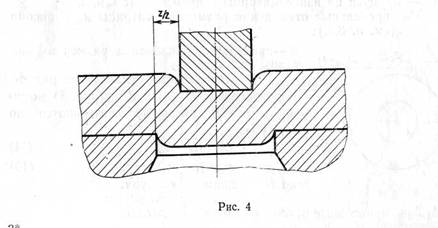
2.2. Двусторонний зазор должен быть равномерно распределен
между пуансоном и матрицей (рис. 4).

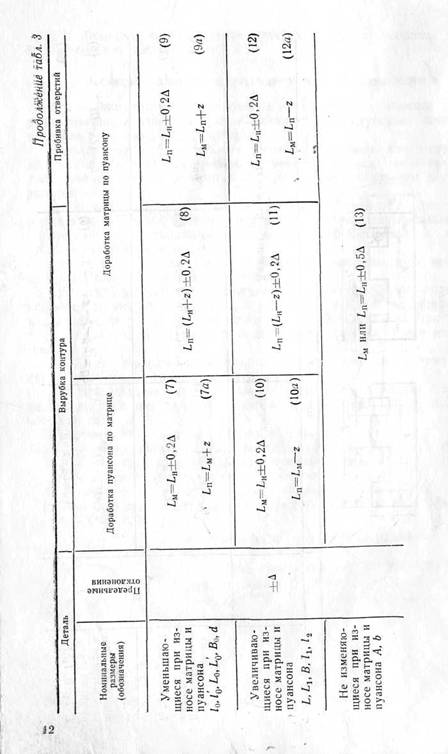
3.6. Припуски на износ матрицы и пуансона рекомендуется на
значать в соответствии с табл. 4.
3.7. Предельные отклонения размеров матрицы и пуансона при
совместном изготовлении рекомендуется принимать по табл. 4, а
при раздельном — по табл. 5.

I
/
УПОРЫ
8.1. Координаты А и А\ расположения упора при последовательной штамповке с фиксатором определяются:
— при расположении упора (рис. 10) -- по формуле
 (40)
(40)

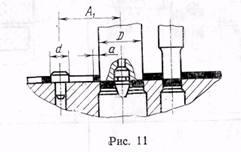
__ при расположении упора (рис. 11) — по формуле
 (41)
(41)
8.2. Координаты А' и Л/ расположения упора при последовательной штамповке без фиксатора определяются:
— при расположении упора (рис. 10) — по формуле
 (42)
(42)
— при расположении упора (рис. 11) — по формуле
(43)
Буквенные обозначения  в формулах (iv) — (43): D — диаметр пуансона для вырубки контура, мм;
в формулах (iv) — (43): D — диаметр пуансона для вырубки контура, мм;
d — диаметр упора, мм;
а — ширина перемычки в штампуемом материале между вырубаемыми изделиями, мм.
8.3. Конструкция и размеры упоров — по ГОСТ 18740—73, ГОСТ 13743—73, ГОСТ 18744—73.
ШТАМПОВ
1. Чистовая вырубка и пробивка производится на прессах тройного дейст
вия, особенностями которых являются:
а) наличие независимых движений ползуна, прижима и выталкивателя, что
обеспечивает:
прижим заготовки к матрице и пуансону до начала вырубки с усилием, регулируемым в широком диапазоне;
чистовую вырубку с противодавлением; выталкивание из матрицы отштампованных деталей;
б) точная регулировка закрытой высоты (±0,05 мм);
в) повышенная жесткость пресса, обеспечивающая:
сохранение точного взаимного расположения рабочих частей штампа; — равномерность зазора между матрицей и пуансоном;
заход пуансона в матрицу при штамповке на величину, не превышающую радиус закругления (фаску) на режущем контуре;
г) бесступенчатая регулировка числа ходов пресса, обеспечивающая воз
можность чистовой вырубки со скоростью 5—20 мм/сек.
2. Чистовая вырубка и пробивка производится с применением смазки, оп
тимальный состав которой подбирается опытным путем по качеству поверхности
среза и отсутствию налипания металла на режущие кромки пуансона и матрицы.
3. Эксплуатацию штампов следует производить в соответствии с утверж
денной иструкцией по работе на прессах тройного действия.
4. Работу на штампах должны выполнять рабочие, прошедшие специальное
обучение.
СОДЕРЖАНИЕ
■Общие сведения....................................................................................... 4
!. Ширина перемычек при вырубке...................................................................... 5
.2. Зазоры между матрицей и пуансоном.......................................................................... g
3. Расчет исполнительных размеров матриц и пуансонов....10
4. Расчет усилия вырубки (пробивки), снятия и проталкивания детали
или отхода............................................................................................................ [4
5. Зазор между съемником и пуансоном.................................................... 16
6. Высота уступа прижима................................................................................... |g
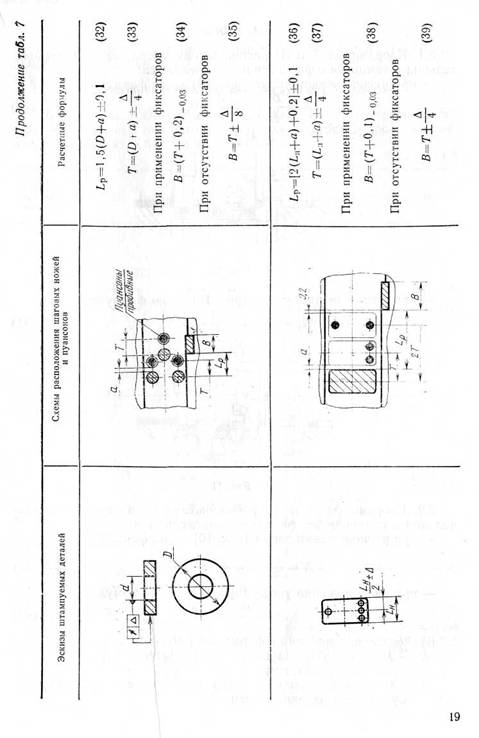
7. Ножи шаговые и ножи для резки отходов. •.................................................. \j
8. Упоры................................................................................................................ ;q
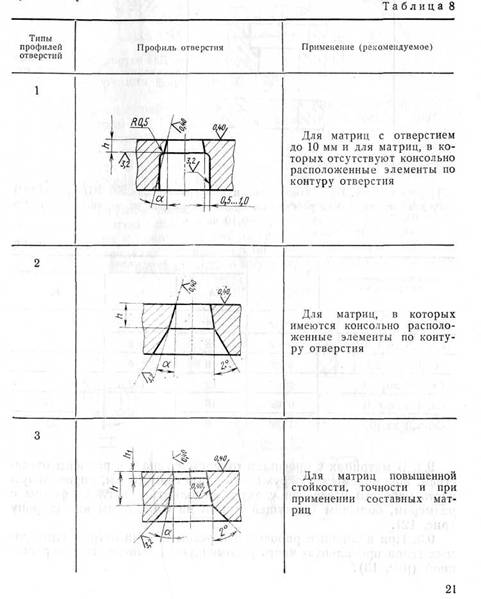
9. Профили рабочего отверстия матриц. Пуансоны....................................................... 2!
10. Конструирование штампов для чистовой вырубки и пробивки на
прессах тройного действия........................................................................................... 24
Приложение 1. Область применения штампов для чистовой вырубки и
пробивки и технологические возможности процесса.. 38
Приложение 2. Указание по установке матриц (прижимов) в обоймы и
обоймы в плиты........ -41
.Приложение 3. Оборудование для чистовой штамповки и эксплуатация
штампов........... 0
ВВОДНАЯ ЧАСТЬ
«Методические указания по проектированию штампов листовой штамповки для разделительных операций» разработаны вне Плана Государственной стандартизации Госстандарта СССР на основании БС 2887 от 19.12.1975 г.
Начало разработки — январь 1974 г.
Представление в Госстандарт СССР
на утверждение — февраль 1976 г.
Целью разработки является создание единых для машиностроения и приборостроения методических указаний, устанавливающих рекомендуемые нормы для технологических расчетов при проектировании штампов листовой штамповки для разделительных операций.
Основной задачей методических указаний по проектированию штампов является обеспечение единообразия расчета разделительных штампов, снижения трудоемкости проектирования и повышение надежности спроектированных штампов.
ОБЩИЕСВЕДЕНИЯ
Методические указания распространяются на штампы листовой штамповки для разделительных операций для получения деталей из металлических материалов в холодном состоянии.
В методических указаниях (разделы 1—9) приведены таблицы и формулы для расчетов штампов вырубки и пробивки, осуществляемой на прессах простого действия. Контроль размеров контура штампуемой детали при этом производится по блестящему пояску, а шероховатость среза не контролируется.
В разделе 10 методических указаний приведены нормы проектирования штампов чистовой вырубки и пробивки. Под чистовой вырубкой и пробивкой следует понимать операции листовой штамповки, осуществляемые на прессах тройного действия. Размеры контура и шероховатость поверхности при этом контролируются по всей толщине детали.
ШИРИНАПЕРЕМЫЧЕКПРИВЫРУБКЕ
1.1. Минимальная ширина перемычек при однорядной вырубке круглых и прямоугольных деталей (рис. 1) выбираются по табл. 1
* Значения ширины перемычек относятся ко всем случаям штамповки за исключением указанных в пп. 1.2—1.Т,
1.2. При вырубке с Поворотом полосы ширину перемычек сле
дует увеличить на 50% по сравнению со значениями данных табл.1.
1.3. Ширину кромки, обрезаемую шаговым ножом, следует при
нимать равной значению перемычки аь как для прямоугольных
деталей.
1.4. Для магниевых сплавов данные значения ширины пере
мычек следует увеличить в 2 раза.
1.5. Для титановых сплавов данные значения ширины перемы
чек следует увеличить:
при штамповке сплавов ВТ1 —на 25—30%; яри штамповке сплавов ВТ5 — в 2 раза.
1.6. При необходимости в отдельных конструкциях штампов
допускается принимать ширину перемычек меньше значений, ука
занных в табл. 1.
1.7. Ширину перемычек при мно
горядной вырубке (рис. 2) сле
дует выбирать по табл. 1:
ах — исходя из размеров штампуемых деталей;
а —исходя из размера (A + D).
1.8. Ширину перемычек а\ при
разрезке (рис. 3) следует при
нимать не менее 3 мм.
3 Зак. 2892
2. ЗАЗОРЫ МЕЖДУ МАТРИЦЕЙИПУАНСОНОМ
2.1. Двусторонние зазоры при штамповке следует выбирать по
тябл 9.
2.2. Двусторонний зазор должен быть равномерно распределен
между пуансоном и матрицей (рис. 4).
3.6. Припуски на износ матрицы и пуансона рекомендуется на
значать в соответствии с табл. 4.
3.7. Предельные отклонения размеров матрицы и пуансона при
совместном изготовлении рекомендуется принимать по табл. 4, а
при раздельном — по табл. 5.
РАСЧЕТ УСИЛИЯ ВЫРУБКИ (ПРОБИВКИ), СНЯТИЯ И ПРОТАЛКИВАНИЯ ДЕТАЛИ ИЛИ ОТХОДА
4.1. Усилиевырубки (пробивки) Р приштамповкенапровал
можетбытьопределенопоформуле
(16)
где Р — усилие  вырубки (пробивки), кн (кгс);
вырубки (пробивки), кн (кгс);
L — периметр вырубаемого (пробиваемого) контура, мм; S— толщина штампуемого материала, мм; тср;— сопротивление срезу, МПа (кгс/мм2).
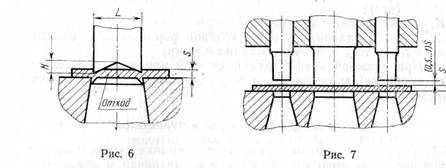
4.2. Усилие вырубки в штампах со скошенными режущими
кромками (рис. 6) можно определить по формуле
 (17)
(17)
где Р — усилие вырубки, кн (кгс);
L — периметр вырубаемого контура, мм;
S— толщина штампуемого материала, мм;
тср— сопротивление срезу, МПа (кгс/мм2);
К\ ■ — коэффициент для L<;200 мм: при Я=5 /Ci=0,4—0,6; при Я>25 /Ci=0,2—0,4.
4.3. При ступенчатом расположении пуансонов (рис. 7) усилие
вырубки может быть определено по наибольшему периметру одно
временно вырубаемого контура детали
 (18)
(18)
где Р — усилие вырубки, кн (кгс);
L\ — наибольший периметр вырубаемого контура, мм; тср— сопротивление срезу, МПа (кгс/мм2).
4.4. Требуемое усилие пресса Рп может быть рассчитано пй
формуле л);.
 (19)
(19)
где Рп — усилие пресса, кн (тс);
L — периметр вырубаемого контура, мм; 5 — толщина штампуемого материала, мм; хср — сопротивление срезу, МПа (кгс/мм2).
4.5. Усилие снятия отхода или детали с пуансона Р снопреде
ляется по формуле
 (20)
(20)
где Рсн — усилие снятия, кн (кгс);
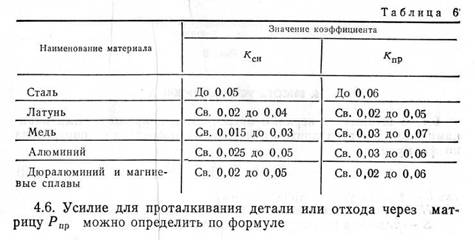
Р — усилие вырубки, определяемое по формуле (16), кн (кгс)"; /Сен — коэффициент по табл. 6.




 (21)
(21)
где Рпр — усилие проталкивания, кн (кгс);
Р — усилие вырубки, определяемое по формуле (16), кн
(кгс); КПр — коэффициент по табл. 6.
4.7. При однорядной вырубке и круглой форме детали (отхода)
значения КПр и -Кен принимать минимальными.
4.8. При сложной конфигурации деталей или многорядной вы
рубке (пробивке) значение Кпр и Ксн принимать ближе к верхне
му пределу.
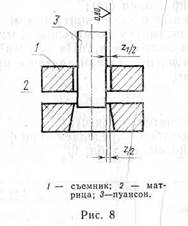
• 5. ЗАЗОРМЕЖДУСЪЕМНИКОМИПУАНСОНОМ
5.1. Точное 'направление пуансона в съемнике необходимо для обеспечения равномерного зазора между матрицей и пуансоном. Зазор z\ между пуансоном и отверстием в съемнике должен быть не более 0,8z(рис. 8).
Зазор z принимать в соответствии с разделом 2.